
Page 119 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 119
Fracture Modes and Welding Defects
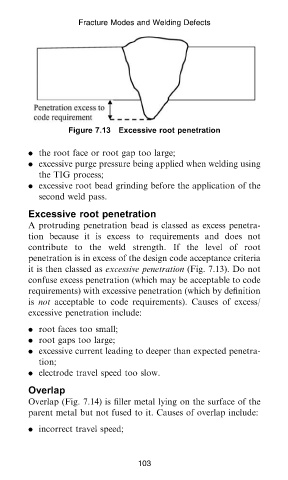
Figure 7.13 Excessive root penetration
. the root face or root gap too large;
. excessive purge pressure being applied when welding using
the TIG process;
. excessive root bead grinding before the application of the
second weld pass.
Excessive root penetration
A protruding penetration bead is classed as excess penetra-
tion because it is excess to requirements and does not
contribute to the weld strength. If the level of root
penetration is in excess of the design code acceptance criteria
it is then classed as excessive penetration (Fig. 7.13). Do not
confuse excess penetration (which may be acceptable to code
requirements) with excessive penetration (which by definition
is not acceptable to code requirements). Causes of excess/
excessive penetration include:
. root faces too small;
. root gaps too large;
. excessive current leading to deeper than expected penetra-
tion;
. electrode travel speed too slow.
Overlap
Overlap (Fig. 7.14) is filler metal lying on the surface of the
parent metal but not fused to it. Causes of overlap include:
. incorrect travel speed;
103
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200907QG Welding chap7.3d Page 103 of 107