
Page 117 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 117
Fracture Modes and Welding Defects
consumables. Moisture, grease, paint or oil on the
material surface or filler wire are common sources of
hydrogen leading to porosity.
Solid inclusions
Solid inclusions (Fig. 7.9) can be metallic (i.e. tungsten,
copper, etc.) or non-metallic (i.e. slag) and are formed within
the weld metal. Causes of solid inclusions include:
. inadequate cleaning of slag originating from the welding
flux;
. inadequate removal of silica inclusions in ferritic steels
during MAG or TIG welding;
. touching the tungsten to the weld pool during TIG
welding;
. the melting of the copper contact tube into the weld pool
during MIG/MAG welding.
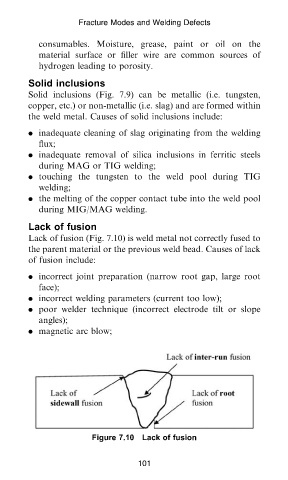
Lack of fusion
Lack of fusion (Fig. 7.10) is weld metal not correctly fused to
the parent material or the previous weld bead. Causes of lack
of fusion include:
. incorrect joint preparation (narrow root gap, large root
face);
. incorrect welding parameters (current too low);
. poor welder technique (incorrect electrode tilt or slope
angles);
. magnetic arc blow;
Figure 7.10 Lack of fusion
101
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200907QG Welding chap7.3d Page 101 of 107