
Page 351 - Accounting Information Systems
P. 351
322 PART II Transaction Cycles and Business Processes
Lean requires a constant state of quality control along with the authority to take immediate action. When
Toyota first introduced TPS, its production employees had the authority to shut down the line when
defects were discovered. In the early days, the line was often shut down to bring attention to a problem.
Whether caused by a defective part from a vendor or a faulty machine in a cell, the problem was properly
addressed so that it did not recur. After an adjustment period, the process stabilized.
Techniques and Technologies That Promote
Lean Manufacturing
Modern consumers want quality products, they want them quickly, and they want variety of choice.
This demand profile imposes a fundamental conflict for traditional manufacturers, whose structured
and inflexible orientation renders them ineffective in this environment. In contrast, lean companies
meet the challenges of modern consumerism by achieving manufacturing flexibility. This section
examines techniques and technologies that lean manufacturing firms employ to achieve manufacturing
flexibility.
PHYSICAL REORGANIZATION OF THE PRODUCTION FACILITIES
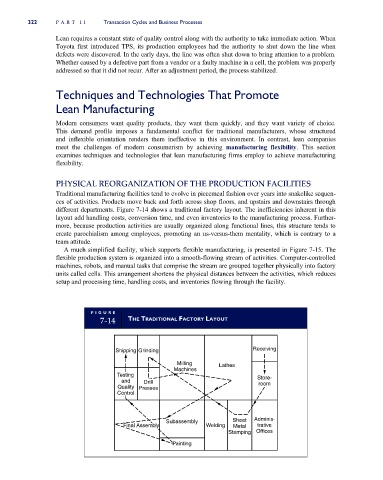
Traditional manufacturing facilities tend to evolve in piecemeal fashion over years into snakelike sequen-
ces of activities. Products move back and forth across shop floors, and upstairs and downstairs through
different departments. Figure 7-14 shows a traditional factory layout. The inefficiencies inherent in this
layout add handling costs, conversion time, and even inventories to the manufacturing process. Further-
more, because production activities are usually organized along functional lines, this structure tends to
create parochialism among employees, promoting an us-versus-them mentality, which is contrary to a
team attitude.
A much simplified facility, which supports flexible manufacturing, is presented in Figure 7-15. The
flexible production system is organized into a smooth-flowing stream of activities. Computer-controlled
machines, robots, and manual tasks that comprise the stream are grouped together physically into factory
units called cells. This arrangement shortens the physical distances between the activities, which reduces
setup and processing time, handling costs, and inventories flowing through the facility.
FI GU RE
7-14 THE TRADITIONAL FACTORY LAYOUT
Shipping Grinding Receiving
Milling Lathes
Machines
Testing Store-
and Drill room
Quality Presses
Control
Subassembly Sheet Adminis-
Final Assembly Welding Metal trative
Stamping Offices
Painting