
Page 156 - Advances in bioenergy (2016)
P. 156
as gasification agent.
The great advantage of the autothermal gasification is the direct heating of the reactants and
therefore more efficient energy utilization. The process is simpler than by allothermal
gasification and it is easier to operate it under pressurized conditions.
Allothermal (or indirect) gasification is characterized by the separation of the processes of
4
heat production and heat consumption. The allothermal gasification facility almost always
consists of two reactors, connected by an energy flow. Biomass is gasified in the first reactor
and the remaining solid residue (char) or product gas is combusted in the second reactor to
produce the heat for the first process. The transport of the heat can be done either by
circulating a bed material or by heat exchangers.
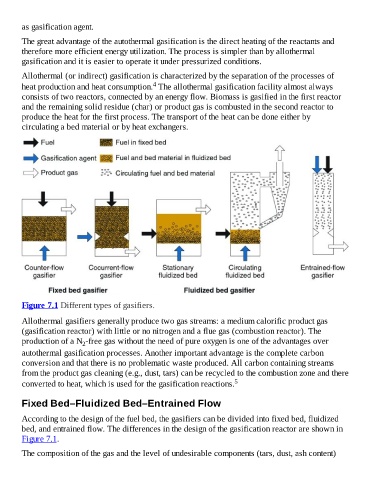
Figure 7.1 Different types of gasifiers.
Allothermal gasifiers generally produce two gas streams: a medium calorific product gas
(gasification reactor) with little or no nitrogen and a flue gas (combustion reactor). The
production of a N -free gas without the need of pure oxygen is one of the advantages over
2
autothermal gasification processes. Another important advantage is the complete carbon
conversion and that there is no problematic waste produced. All carbon containing streams
from the product gas cleaning (e.g., dust, tars) can be recycled to the combustion zone and there
converted to heat, which is used for the gasification reactions. 5
Fixed Bed–Fluidized Bed–Entrained Flow
According to the design of the fuel bed, the gasifiers can be divided into fixed bed, fluidized
bed, and entrained flow. The differences in the design of the gasification reactor are shown in
Figure 7.1.
The composition of the gas and the level of undesirable components (tars, dust, ash content)