
Page 35 - Building A Succesful Board-Test Strategy
P. 35
What Is a Test Strategy? 21
Each test engineer must consider that potential danger in designing the overall
strategy, striking the most effective compromise for that particular combination
of product, customer, and application, within the scope of the available test
budget and test tools.
The complexity of today's electronic products makes facing these issues more
difficult than ever before. Unfortunately, creating a qualitative list of the require-
ments is far easier than quantifying them.
1.6 The Newspaper Model
A board-test strategy consists of three basic elements: test techniques, diag-
nostic techniques to determine failure mechanisms or for statistical process control,
and product flow from one process step to the next. Constructing a successful strat-
egy requires asking the same questions one asks when writing a good newspaper
story—the so-called "five Ws and an H": Who? What? When? Where? Why?
How?—although not necessarily in that order.
The first important question is, Why test? Too many companies consider a
test strategy with an artificial goal in mind, such as 97 percent yields or 99.3 percent
yields, attaching a number that has no real-world basis. Ultimately, a company tests
its products to provide the highest possible quality to customers.
Unfortunately, quantifying the "highest possible quality" depends as much
on economics and the nature of both the products and their customers as it does
on altruistic goals. Quality targets for a $3 hand calculator would be different from
those for a sophisticated PC or one of the million-dollar computer systems aboard
the space shuttle. Rewards for changing the process or repairing the product vary
in each case, as do the consequences of product failure after receipt by customers.
1.6.1 Error Functions
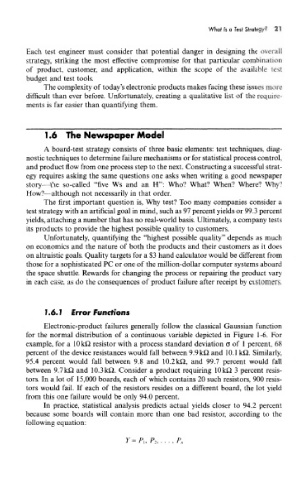
Electronic-product failures generally follow the classical Gaussian function
for the normal distribution of a continuous variable depicted in Figure 1-6. For
example, for a 10kO resistor with a process standard deviation a of 1 percent, 68
percent of the device resistances would fall between 9.9 kQ and 10.1 kO. Similarly,
95.4 percent would fall between 9.8 and 10.2 kO, and 99.7 percent would fall
between 9.7kO, and 10.3kO. Consider a product requiring 10kO 3 percent resis-
tors. In a lot of 15,000 boards, each of which contains 20 such resistors, 900 resis-
tors would fail. If each of the resistors resides on a different board, the lot yield
from this one failure would be only 94.0 percent.
In practice, statistical analysis predicts actual yields closer to 94.2 percent
because some boards will contain more than one bad resistor, according to the
following equation: