
Page 628 - Carrahers_Polymer_Chemistry,_Eighth_Edition
P. 628
Polymer Technology 591
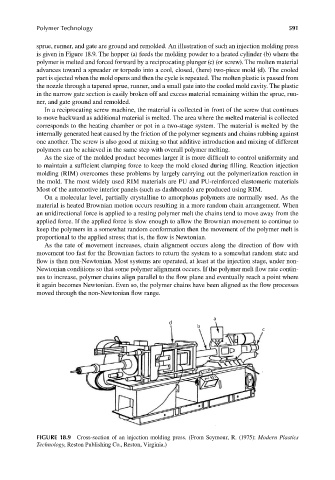
sprue, runner, and gate are ground and remolded. An illustration of such an injection molding press
is given in Figure 18.9. The hopper (a) feeds the molding powder to a heated cylinder (b) where the
polymer is melted and forced forward by a reciprocating plunger (c) (or screw). The molten material
advances toward a spreader or torpedo into a cool, closed, (here) two-piece mold (d). The cooled
part is ejected when the mold opens and then the cycle is repeated. The molten plastic is passed from
the nozzle through a tapered sprue, runner, and a small gate into the cooled mold cavity. The plastic
in the narrow gate section is easily broken off and excess material remaining within the sprue, run-
ner, and gate ground and remolded.
In a reciprocating screw machine, the material is collected in front of the screw that continues
to move backward as additional material is melted. The area where the melted material is collected
corresponds to the heating chamber or pot in a two-stage system. The material is melted by the
internally generated heat caused by the friction of the polymer segments and chains rubbing against
one another. The screw is also good at mixing so that additive introduction and mixing of different
polymers can be achieved in the same step with overall polymer melting.
As the size of the molded product becomes larger it is more difficult to control uniformity and
to maintain a sufficient clamping force to keep the mold closed during filling. Reaction injection
molding (RIM) overcomes these problems by largely carrying out the polymerization reaction in
the mold. The most widely used RIM materials are PU and PU-reinforced elastomeric materials
Most of the automotive interior panels (such as dashboards) are produced using RIM.
On a molecular level, partially crystalline to amorphous polymers are normally used. As the
material is heated Brownian motion occurs resulting in a more random chain arrangement. When
an unidirectional force is applied to a resting polymer melt the chains tend to move away from the
applied force. If the applied force is slow enough to allow the Brownian movement to continue to
keep the polymers in a somewhat random conformation then the movement of the polymer melt is
proportional to the applied stress; that is, the flow is Newtonian.
As the rate of movement increases, chain alignment occurs along the direction of fl ow with
movement too fast for the Brownian factors to return the system to a somewhat random state and
flow is then non-Newtonian. Most systems are operated, at least at the injection stage, under non-
Newtonian conditions so that some polymer alignment occurs. If the polymer melt flow rate contin-
ues to increase, polymer chains align parallel to the fl ow plane and eventually reach a point where
it again becomes Newtonian. Even so, the polymer chains have been aligned as the fl ow processes
moved through the non-Newtonian fl ow range.
a
d
b
c
FIGURE 18.9 Cross-section of an injection molding press. (From Seymour, R. (1975): Modern Plastics
Technology, Reston Publishing Co., Reston, Virginia.)
9/14/2010 3:43:40 PM
K10478.indb 591
K10478.indb 591 9/14/2010 3:43:40 PM