
Page 630 - Carrahers_Polymer_Chemistry,_Eighth_Edition
P. 630
Polymer Technology 593
Polymer injected Air injected
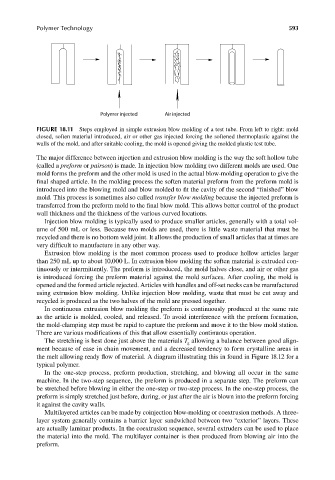
FIGURE 18.11 Steps employed in simple extrusion blow molding of a test tube. From left to right: mold
closed, soften material introduced, air or other gas injected forcing the softened thermoplastic against the
walls of the mold, and after suitable cooling, the mold is opened giving the molded plastic test tube.
The major difference between injection and extrusion blow molding is the way the soft hollow tube
(called a preform or pairson) is made. In injection blow molding two different molds are used. One
mold forms the preform and the other mold is used in the actual blow-molding operation to give the
final shaped article. In the molding process the soften material preform from the preform mold is
introduced into the blowing mold and blow molded to fit the cavity of the second “fi nished” blow
mold. This process is sometimes also called transfer blow molding because the injected preform is
transferred from the preform mold to the final blow mold. This allows better control of the product
wall thickness and the thickness of the various curved locations.
Injection blow molding is typically used to produce smaller articles, generally with a total vol-
ume of 500 mL or less. Because two molds are used, there is little waste material that must be
recycled and there is no bottom weld joint. It allows the production of small articles that at times are
very difficult to manufacture in any other way.
Extrusion blow molding is the most common process used to produce hollow articles larger
than 250 mL up to about 10,000 L. In extrusion blow molding the soften material is extruded con-
tinuously or intermittently. The preform is introduced, the mold halves close, and air or other gas
is introduced forcing the preform material against the mold surfaces. After cooling, the mold is
opened and the formed article rejected. Articles with handles and off-set necks can be manufactured
using extrusion blow molding. Unlike injection blow molding, waste that must be cut away and
recycled is produced as the two halves of the mold are pressed together.
In continuous extrusion blow molding the preform is continuously produced at the same rate
as the article is molded, cooled, and released. To avoid interference with the preform formation,
the mold-clamping step must be rapid to capture the preform and move it to the blow mold station.
There are various modifications of this that allow essentially continuous operation.
The stretching is best done just above the materials T allowing a balance between good align-
g
ment because of ease in chain movement, and a decreased tendency to form crystalline areas in
the melt allowing ready fl ow of material. A diagram illustrating this in found in Figure 18.12 for a
typical polymer.
In the one-step process, preform production, stretching, and blowing all occur in the same
machine. In the two-step sequence, the preform is produced in a separate step. The preform can
be stretched before blowing in either the one-step or two-step process. In the one-step process, the
preform is simply stretched just before, during, or just after the air is blown into the preform forcing
it against the cavity walls.
Multilayered articles can be made by coinjection blow-molding or coextrusion methods. A three-
layer system generally contains a barrier layer sandwiched between two “exterior” layers. These
are actually laminar products. In the coextrusion sequence, several extruders can be used to place
the material into the mold. The multilayer container is then produced from blowing air into the
preform.
9/14/2010 3:43:41 PM
K10478.indb 593
K10478.indb 593 9/14/2010 3:43:41 PM