
Page 123 - Chemical engineering design
P. 123
103
FUNDAMENTALS OF ENERGY BALANCES
Waste-heat boilers are often used to recover heat from furnace flue gases and the process
gas streams from high-temperature reactors. The pressure, and superheat temperature, of
the stream generated will depend on the temperature of the hot stream and the approach
temperature permissible at the boiler exit (see Chapter 12). As with any heat-transfer
equipment, the area required will increase as the mean temperature driving force (log
mean T) is reduced. The permissible exit temperature may also be limited by process
considerations. If the gas stream contains water vapour and soluble corrosive gases, such
as HCl or SO 2 , the exit gases temperature must be kept above the dew point.
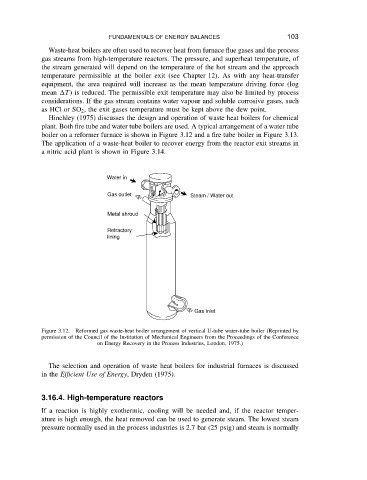
Hinchley (1975) discusses the design and operation of waste heat boilers for chemical
plant. Both fire tube and water tube boilers are used. A typical arrangement of a water tube
boiler on a reformer furnace is shown in Figure 3.12 and a fire tube boiler in Figure 3.13.
The application of a waste-heat boiler to recover energy from the reactor exit streams in
a nitric acid plant is shown in Figure 3.14.
Water in
Gas outlet Steam / Water out
Metal shroud
Refractory
lining
Gas inlet
Figure 3.12. Reformed gas waste-heat boiler arrangement of vertical U-tube water-tube boiler (Reprinted by
permission of the Council of the Institution of Mechanical Engineers from the Proceedings of the Conference
on Energy Recovery in the Process Industries, London, 1975.)
The selection and operation of waste heat boilers for industrial furnaces is discussed
in the Efficient Use of Energy, Dryden (1975).
3.16.4. High-temperature reactors
If a reaction is highly exothermic, cooling will be needed and, if the reactor temper-
ature is high enough, the heat removed can be used to generate steam. The lowest steam
pressure normally used in the process industries is 2.7 bar (25 psig) and steam is normally