
Page 611 - Design for Six Sigma a Roadmap for Product Development
P. 611
Design Optimization: Advanced Taguchi Robust Parameter Design 565
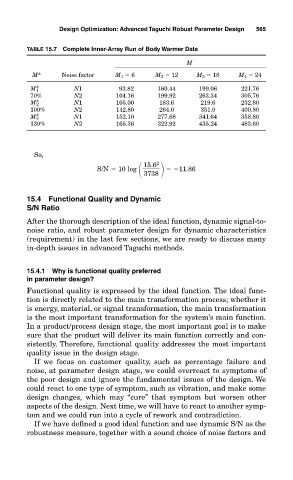
TABLE 15.7 Complete Inner-Array Run of Body Warmer Data
M
M* Noise factor M 1 6 M 2 12 M 3 18 M 4 24
M* 1 N1 93.82 160.44 199.06 221.76
70% N2 104.16 199.92 263.34 305.76
M* 2 N1 105.00 183.6 219.6 232.80
100% N2 142.80 264.0 351.0 400.80
M* 3 N1 152.10 277.68 341.64 358.80
130% N2 165.36 322.92 435.24 483.60
So,
15.6 2
S/N 10 log 11.86
3738
15.4 Functional Quality and Dynamic
S/N Ratio
After the thorough description of the ideal function, dynamic signal-to-
noise ratio, and robust parameter design for dynamic characteristics
(requirement) in the last few sections, we are ready to discuss many
in-depth issues in advanced Taguchi methods.
15.4.1 Why is functional quality preferred
in parameter design?
Functional quality is expressed by the ideal function. The ideal func-
tion is directly related to the main transformation process; whether it
is energy, material, or signal transformation, the main transformation
is the most important transformation for the system’s main function.
In a product/process design stage, the most important goal is to make
sure that the product will deliver its main function correctly and con-
sistently. Therefore, functional quality addresses the most important
quality issue in the design stage.
If we focus on customer quality, such as percentage failure and
noise, at parameter design stage, we could overreact to symptoms of
the poor design and ignore the fundamental issues of the design. We
could react to one type of symptom, such as vibration, and make some
design changes, which may “cure” that symptom but worsen other
aspects of the design. Next time, we will have to react to another symp-
tom and we could run into a cycle of rework and contradiction.
If we have defined a good ideal function and use dynamic S/N as the
robustness measure, together with a sound choice of noise factors and