
Page 234 - Academic Press Encyclopedia of Physical Science and Technology 3rd Chemical Engineering
P. 234
P1: GJC Final Pages
Encyclopedia of Physical Science and Technology EN004E-182 June 8, 2001 18:16
558 Distillation
TABLE III (continued)
Total U.S. Specific
distillation distillation
energy energy
consumption consumption
Component classification (quads/yr) a (Btu/lb product)
Ethylbenzene 0.01388 2264
o-Xylene 0.00638 6019
Cumene 0.00390 1450
Total 0.06407 1515
Water-inorganics
Sour water strippers 0.02742 240
Sodium carbonate 0.01398 1875
Urea 0.01030 133
Total 0.05170 411
Others
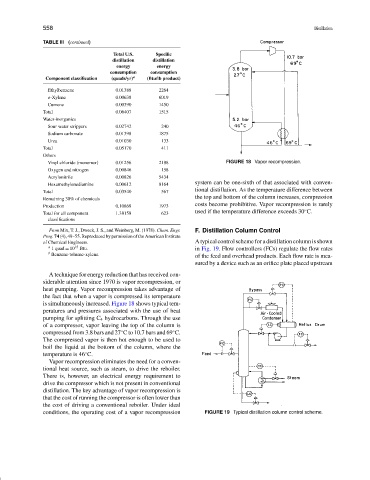
Vinyl chloride (monomer) 0.01256 2188 FIGURE 18 Vapor recompression.
Oxygen and nitrogen 0.00846 158
Acrylonitrile 0.00826 5434
system can be one-sixth of that associated with conven-
Hexamethylenediamine 0.00612 8164
tional distillation. As the temperature difference between
Total 0.03540 567
the top and bottom of the column increases, compression
Remaining 30% of chemicals
costs become prohibitive. Vapor recompression is rarely
Production 0.10869 1973
◦
used if the temperature difference exceeds 30 C.
Total for all component 1.38158 623
classifications
From Mix, T. J., Dweck, J. S., and Weinberg, M. (1978). Chem. Engr. F. Distillation Column Control
Prog. 74 (4), 49–55. Reproduced by permission of the American Institute
of Chemical Engineers. A typical control scheme for a distillation column is shown
a 15
1 quad = 10 Btu. in Fig. 19. Flow controllers (FCs) regulate the flow rates
b
Benzene-toluene-xylene. of the feed and overhead products. Each flow rate is mea-
sured by a device such as an orifice plate placed upstream
A technique for energy reduction that has received con-
siderable attention since 1970 is vapor recompression, or
heat pumping. Vapor recompression takes advantage of
the fact that when a vapor is compressed its temperature
is simultaneously increased. Figure 18 shows typical tem-
peratures and pressures associated with the use of heat
pumping for splitting C 4 hydrocarbons. Through the use
of a compressor, vapor leaving the top of the column is
◦
compressed from 3.8 bars and 27 C to 10.7 bars and 69 C.
◦
The compressed vapor is then hot enough to be used to
boil the liquid at the bottom of the column, where the
temperature is 46 C.
◦
Vapor recompression eliminates the need for a conven-
tional heat source, such as steam, to drive the reboiler.
There is, however, an electrical energy requirement to
drive the compressor which is not present in conventional
distillation. The key advantage of vapor recompression is
that the cost of running the compressor is often lower than
the cost of driving a conventional reboiler. Under ideal
conditions, the operating cost of a vapor recompression FIGURE 19 Typical distillation column control scheme.