
Page 233 - Academic Press Encyclopedia of Physical Science and Technology 3rd Chemical Engineering
P. 233
P1: GJC Final Pages
Encyclopedia of Physical Science and Technology EN004E-182 June 8, 2001 18:16
Distillation 557
been increasingly employed inside distillation columns TABLE III Distillation Energy Consumption
to simultaneously effect distillation and reaction. Oxy-
Total U.S. Specific
genates such as methyl-tert-butyl-ether (MTBE) and distillation distillation
tertiary-methyl-ether (TAME) are produced in this man- energy energy
ner for utilization within reformulated gasolines (RFGs). consumption consumption
Component classification (quads/yr) a (Btu/lb product)
In reactive distillation, catalysts can be employed between
the sheets of structured packings, on the decks or inside Petroleum fuel fractions
the downcomers of trays, or in dedicated beds between Crude distillation 0.36115 193
packed or trayed column sections. It is expected that reac- Vacuum distillation 0.08990 132
tive distillation will be used even more extensively in the Catalytic hydrotreating/ 0.07726 101
future. hydrorefining
Catalytic cracking fractionator 0.06803 112
Naphtha fractionator 0.06105 132
E. Energy Consumption
Catalytic hydrocracking 0.05964 632
Approximately 30% of the energy used in U.S. chemi- Catalytic reforming 0.04988 132
cal plants and petroleum refineries is for distillation, and Thermal operations 0.00936 60
it accounts for nearly 3% of the total U.S. annual energy Ethylene primary fractionator 0.00205 352
consumption. The energy usage associated with some spe- (naphtha/gas oil cracking)
cific distillation products is shown in Table III. The cost of Total 0.77832 331
energy for distillation can be reduced by using waste heat Light hydrocarbons
such as is available from quench water in ethylene plants, Natural gas processing 0.07495 827
for example, or exhaust steam from mechanical drivers Ethylene and propylene 0.04821 1517
such as compressors. Alkylation HF 0.04701 1046
Energy costs can also be reduced by thermally link- Alkylation H 2 SO 4 0.03065 570
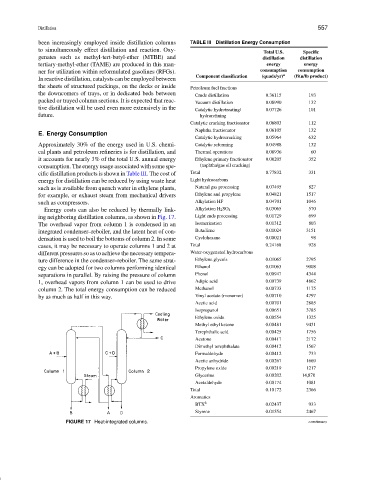
ing neighboring distillation columns, as shown in Fig. 17. Light ends processing 0.01729 699
The overhead vapor from column 1 is condensed in an Isomerization 0.01312 803
integrated condenser–reboiler, and the latent heat of con- Butadiene 0.01024 3151
densation is used to boil the bottoms of column 2. In some Cyclohexane 0.00021 98
cases, it may be necessary to operate columns 1 and 2 at Total 0.24168 928
different pressures so as to achieve the necessary tempera- Water-oxygenated hydrocarbons
ture difference in the condenser–reboiler. The same strat- Ethylene glycols 0.01065 2795
egy can be adopted for two columns performing identical Ethanol 0.01063 9008
separations in parallel. By raising the pressure of column Phenol 0.00947 4344
1, overhead vapors from column 1 can be used to drive Adipic acid 0.00739 4862
column 2. The total energy consumption can be reduced Methanol 0.00733 1175
by as much as half in this way. Vinyl acetate (monomer) 0.00710 4797
Acetic acid 0.00701 2885
Isopropanol 0.00651 3785
Ethylene oxide 0.00554 1325
Methyl ethyl ketone 0.00481 9431
Terephthalic acid 0.00425 1756
Acetone 0.00417 2172
Dimethyl terephthalate 0.00412 1567
Formaldehyde 0.00412 733
Acetic anhydride 0.00267 1669
Propylene oxide 0.00219 1217
Glycerine 0.00202 14,870
Acetaldehyde 0.00174 1081
Total 0.10172 2366
Aromatics
BTX b 0.02437 933
Styrene 0.01554 2467
FIGURE 17 Heat-integrated columns. continues