
Page 84 - Failure Analysis Case Studies II
P. 84
69
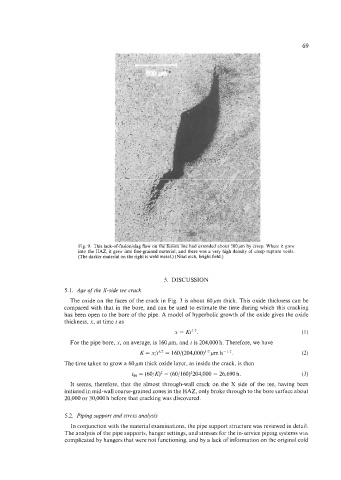
Fig. 9. This lack-of-fusion/slag flaw on the fusion line had extended about 500 pm by creep. Where it grew
into the HAZ, it grew into fine-grained material, and there was a very high density of creep rupture voids.
(The darker material on the right is weld metal.) (Nital etch, bright field.)
5. DISCUSSION
5.1. Age of the X-side tee crack
The oxide on the faces of the crack in Fig. 3 is about 60pm thick. This oxide thickness can be
compared with that in the bore, and can be used to estimate the time during which this cracking
has been open to the bore of the pipe. A model of hyperbolic growth of the oxide gives the oxide
thickness, x, at time t as
x = Kt'I2. (1)
For the pipe bore, x, on average, is 160 pm, and t is 204,000 h. Therefore, we have
K = x/t'/' = 160/(204,000)'12pm h-'I2. (2)
The time taken to grow a 60 pm thick oxide layer, as inside the crack, is then
tso = (60/K)' = (60/160)2204,000 = 26,690 h. (3)
It seems, therefore, that the almost through-wall crack on the X side of the tee, having been
initiated in mid-wall coarse-grained zones in the HAZ, only broke through to the bore surface about
20,000 or 30,000 h before that cracking was discovered.
5.2. Piping support and stress analysis
In conjunction with the material examinations, the pipe support structure was reviewed in detail.
The analysis of the pipe supports, hanger settings, and stresses for the in-service piping systems was
complicated by hangers that were not functioning, and by a lack of information on the original cold