
Page 52 - Handbook of Plastics Technologies
P. 52
INTRODUCTION TO POLYMERS AND PLASTICS
1.38 CHAPTER 1
74
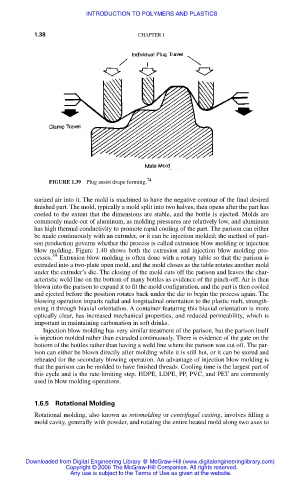
FIGURE 1.39 Plug assist drape forming.
surized air into it. The mold is machined to have the negative contour of the final desired
finished part. The mold, typically a mold split into two halves, then opens after the part has
cooled to the extent that the dimensions are stable, and the bottle is ejected. Molds are
commonly made out of aluminum, as molding pressures are relatively low, and aluminum
has high thermal conductivity to promote rapid cooling of the part. The parison can either
be made continuously with an extruder, or it can be injection molded; the method of pari-
son production governs whether the process is called extrusion blow molding or injection
blow molding. Figure 1.40 shows both the extrusion and injection blow molding pro-
39
cesses. Extrusion blow molding is often done with a rotary table so that the parison is
extruded into a two-plate open mold, and the mold closes as the table rotates another mold
under the extruder’s die. The closing of the mold cuts off the parison and leaves the char-
acteristic weld line on the bottom of many bottles as evidence of the pinch-off. Air is then
blown into the parison to expand it to fit the mold configuration, and the part is then cooled
and ejected before the position rotates back under the die to begin the process again. The
blowing operation imparts radial and longitudinal orientation to the plastic melt, strength-
ening it through biaxial orientation. A container featuring this biaxial orientation is more
optically clear, has increased mechanical properties, and reduced permeability, which is
important in maintaining carbonation in soft drinks.
Injection blow molding has very similar treatment of the parison, but the parison itself
is injection molded rather than extruded continuously. There is evidence of the gate on the
bottom of the bottles rather than having a weld line where the parison was cut off. The par-
ison can either be blown directly after molding while it is still hot, or it can be stored and
reheated for the secondary blowing operation. An advantage of injection blow molding is
that the parison can be molded to have finished threads. Cooling time is the largest part of
this cycle and is the rate-limiting step. HDPE, LDPE, PP, PVC, and PET are commonly
used in blow molding operations.
1.6.5 Rotational Molding
Rotational molding, also known as rotomolding or centrifugal casting, involves filling a
mold cavity, generally with powder, and rotating the entire heated mold along two axes to
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2006 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.