
Page 41 - High Power Laser Handbook
P. 41
14 G a s , C h e m i c a l , a n d F r e e - E l e c t r o n L a s e r s Carbon Dioxide Lasers 15
Surface
modification:
6–15 kW
Deep penetration
welding: 8–15 kW
Precision cutting and welding
of automotive parts: 1–8 kW
Sheet metal cutting: Continuously welded
1–6 kW tubes and profiles:
1–15 kW
Figure 1.10 Typical CO 2 laser applications in the multikilowatt range.
(Source: TRUMPF )
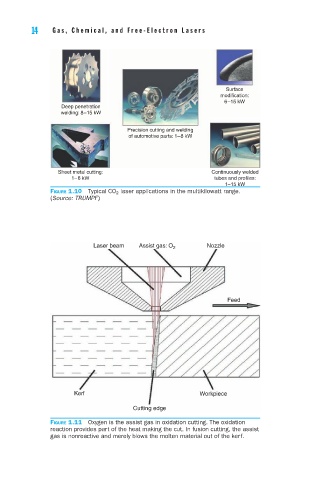
Laser beam Assist gas: O 2 Nozzle
Feed
Kerf Workpiece
Cutting edge
Figure 1.11 Oxygen is the assist gas in oxidation cutting. The oxidation
reaction provides part of the heat making the cut. In fusion cutting, the assist
gas is nonreactive and merely blows the molten material out of the kerf.