
Page 435 - Industrial Power Engineering and Applications Handbook
P. 435
Switchgear and controlgear assemblies 13/409
After the test, the scratch so marked should not show Barrier Salt fumes
up the bare metal surface. Figure A13.4 illustrates the
test arrangement.
A simpler method would be using scratching knives
and making small squares in the surface (minimum
100) around 1 mm2 for primer and 2 mm2 for the
final surface and applying adhesive cellophane tape
25.4 mm wide, with an adhesion strength of 40 k
2.8 g/mm then pulling it off suddenly. Not more than
5% of the squares must peel off.
3 Thickness of coat This can be checked by a magnetic
coating thickness tester gauge (Figure A13.5)
4 Gloss Gloss meters may be used to measure the II Salt solution
specular gloss of the paint.
5 Shade This may be checked visually with the help
of a standard shade card.
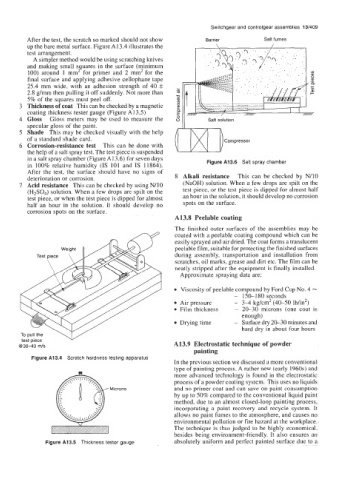
6 Corrosion-resistance test This can be done with
the help of a salt spray test. The test piece is suspended
in a salt spray chamber (FigureA13.6) for seven days
in 100% relative humidity (IS 101 and IS 11864). Figure A13.6 Salt spray chamber
After the test, the surface should have no signs of
deterioration or corrosion. 8 Alkali resistance This can be checked by N/10
7 Acid resistance This can be checked by using N/10 (NaOH) solution. When a few drops are spilt on the
(H2S04) solution. When a few drops are spilt on the test piece, or the test piece is dipped for almost half
test piece, or when the test piece is dipped for almost an hour in the solution, it should develop no corrosion
half an hour in the solution. It should develop no spots on the surface.
corrosion spots on the surface.
A13.8 Peelable coating
The finished outer surfaces of the assemblies may be
coated with a peelable coating compound which can be
easily sprayed and air dried. The coat forms a translucent
peelable film, suitable for protecting the finished surfaces
during assembly, transportation and installation from
scratches, oil marks, grease and dirt etc. The film can be
neatly stripped after the equipment is finally installed.
Approximate spraying data are:
Viscosity of peelable compound by Ford Cup No. 4 =
- 150-180 seconds
Air pressure - 3-4 kg/cm2 (40-50 Ib/in2)
Film thickness - 20-30 microns (one coat is
enough)
Drying time - Surface dry 20-30 minutes and
hard dry in about four hours
w
test piece
CQ30-40 m/s A13.9 Electrostatic technique of powder
painting
Figure A13.4 Scratch hardness testing apparatus
In the previous section we discussed a more conventional
type of painting process. A rather new (early 1960s) and
more advanced technology is found in the electrostatic
process of a powder coating system. This uses no liquids
and no primer coat and can save on paint consumption
by up to 50% compared to the conventional liquid paint
method, due to an almost closed-loop painting process,
incorporating a paint recovery and recycle system. It
allows no paint fumes to the atmosphere, and causes no
environmental pollution or fire hazard at the workplace.
The technique is thus judged to be highly economical,
besides being environment-friendly. It also ensures an
Figure A1 3.5 Thickness tester gauge absolutely uniform and perfect painted surface due to a