
Page 80 - Industrial Process Plant Construction Estimating and Man Hour Analysis
P. 80
Process piping Chapter 2 51
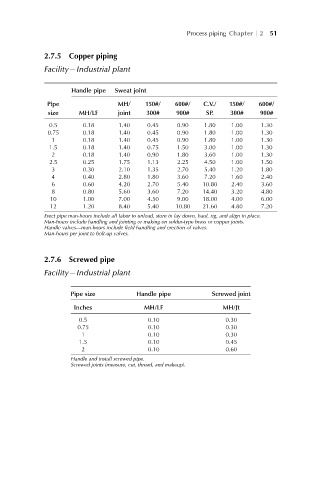
2.7.5 Copper piping
Facility—Industrial plant
Handle pipe Sweat joint
Pipe MH/ 150#/ 600#/ C.V./ 150#/ 600#/
size MH/LF joint 300# 900# SP. 300# 900#
0.5 0.18 1.40 0.45 0.90 1.80 1.00 1.30
0.75 0.18 1.40 0.45 0.90 1.80 1.00 1.30
1 0.18 1.40 0.45 0.90 1.80 1.00 1.30
1.5 0.18 1.40 0.75 1.50 3.00 1.00 1.30
2 0.18 1.40 0.90 1.80 3.60 1.00 1.30
2.5 0.25 1.75 1.13 2.25 4.50 1.00 1.50
3 0.30 2.10 1.35 2.70 5.40 1.20 1.80
4 0.40 2.80 1.80 3.60 7.20 1.60 2.40
6 0.60 4.20 2.70 5.40 10.80 2.40 3.60
8 0.80 5.60 3.60 7.20 14.40 3.20 4.80
10 1.00 7.00 4.50 9.00 18.00 4.00 6.00
12 1.20 8.40 5.40 10.80 21.60 4.80 7.20
Erect pipe man-hours include all labor to unload, store in lay down, haul, rig, and align in place.
Man-hours include handling and jointing or making on solder-type brass or copper joints.
Handle valves—man-hours include field handling and erection of valves.
Man-hours per joint to bolt-up valves.
2.7.6 Screwed pipe
Facility—Industrial plant
Pipe size Handle pipe Screwed joint
Inches MH/LF MH/Jt
0.5 0.10 0.30
0.75 0.10 0.30
1 0.10 0.30
1.5 0.10 0.45
2 0.10 0.60
Handle and install screwed pipe.
Screwed joints (measure, cut, thread, and makeup).