
Page 258 - Injection Molding Advanced Troubleshooting Guide
P. 258
26.3 Dimensions Troubleshooting 249
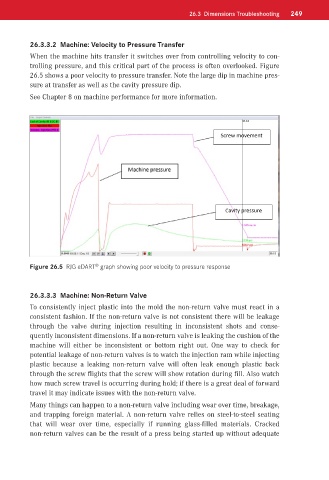
26.3.3.2 Machine: Velocity to Pressure Transfer
When the machine hits transfer it switches over from controlling velocity to con-
trolling pressure, and this critical part of the process is often overlooked. Figure
26.5 shows a poor velocity to pressure transfer. Note the large dip in machine pres-
sure at transfer as well as the cavity pressure dip.
See Chapter 8 on machine performance for more information.
®
Figure 26.5 RJG eDART graph showing poor velocity to pressure response
26.3.3.3 Machine: Non-Return Valve
To consistently inject plastic into the mold the non-return valve must react in a
consistent fashion. If the non-return valve is not consistent there will be leakage
through the valve during injection resulting in inconsistent shots and conse-
quently inconsistent dimensions. If a non-return valve is leaking the cushion of the
machine will either be inconsistent or bottom right out. One way to check for
potential leakage of non-return valves is to watch the injection ram while injecting
plastic because a leaking non-return valve will often leak enough plastic back
through the screw flights that the screw will show rotation during fill. Also watch
how much screw travel is occurring during hold; if there is a great deal of forward
travel it may indicate issues with the non-return valve.
Many things can happen to a non-return valve including wear over time, breakage,
and trapping foreign material. A non-return valve relies on steel-to-steel seating
that will wear over time, especially if running glass-filled materials. Cracked
non-return valves can be the result of a press being started up without adequate