
Page 292 - Injection Molding Advanced Troubleshooting Guide
P. 292
30.3 Flash Troubleshooting 285
30.3.1.3 Molding Process: Clamp Tonnage
The clamp unit of the molding machine must hold the mold shut during the mold-
ing process. If the clamp force is too low then the cavity pressure will cause the
mold to blow open allowing plastic to escape as flash.
Verify that the die height on a toggle machine is locking up tight. Many new
presses have automatic die height settings that make this simple. On older ma-
chines the die height will need to be manually adjusted to ensure that the clamp is
tight. On machines that have adjustable clamp tonnage settings verify that the
tonnage is set to the appropriate level. A 500-ton press with the clamp tonnage set
at 400 tons is no better than a 400-ton press. If you need the 500 tons make sure
that the machine is set appropriately.
To determine if a mold is being forced open during the process use either a dial
indicator or a 0–10-V device connected to a process monitoring system. The mea-
surement device should be mounted across the parting line of the mold and zeroed
out. Run the process on cycle and watch for movement.
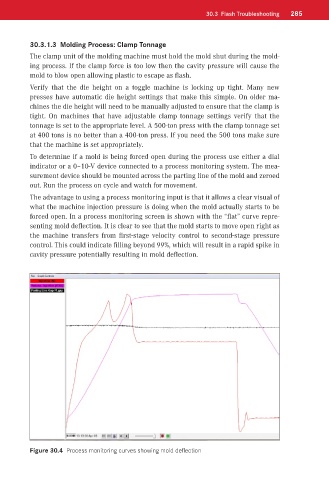
The advantage to using a process monitoring input is that it allows a clear visual of
what the machine injection pressure is doing when the mold actually starts to be
forced open. In a process monitoring screen is shown with the “flat” curve repre-
senting mold deflection. It is clear to see that the mold starts to move open right as
the machine transfers from first-stage velocity control to second-stage pressure
control. This could indicate filling beyond 99%, which will result in a rapid spike in
cavity pressure potentially resulting in mold deflection.
Figure 30.4 Process monitoring curves showing mold deflection