
Page 287 - Injection Molding Advanced Troubleshooting Guide
P. 287
280 29 Flaking
the STOP method to observe all of the potential flaking locations on the molded
part, runner, and gate.
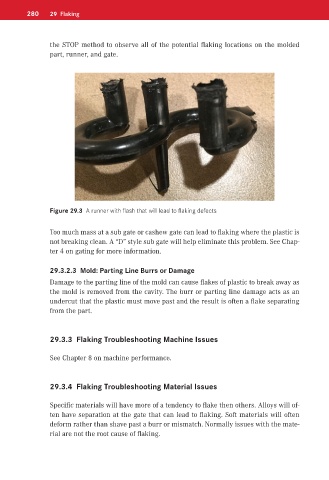
Figure 29.3 A runner with flash that will lead to flaking defects
Too much mass at a sub gate or cashew gate can lead to flaking where the plastic is
not breaking clean. A “D” style sub gate will help eliminate this problem. See Chap-
ter 4 on gating for more information.
29.3.2.3 Mold: Parting Line Burrs or Damage
Damage to the parting line of the mold can cause flakes of plastic to break away as
the mold is removed from the cavity. The burr or parting line damage acts as an
undercut that the plastic must move past and the result is often a flake separating
from the part.
29.3.3 Flaking Troubleshooting Machine Issues
See Chapter 8 on machine performance.
29.3.4 Flaking Troubleshooting Material Issues
Specific materials will have more of a tendency to flake then others. Alloys will of-
ten have separation at the gate that can lead to flaking. Soft materials will often
deform rather than shave past a burr or mismatch. Normally issues with the mate-
rial are not the root cause of flaking.