
Page 289 - Injection Molding Advanced Troubleshooting Guide
P. 289
282 30 Flash
30.2 Flash Troubleshooting Chart
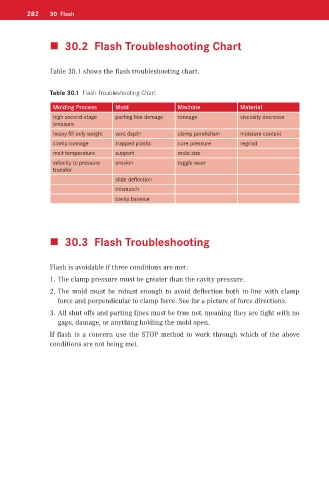
Table 30.1 shows the flash troubleshooting chart.
Table 30.1 Flash Troubleshooting Chart
Molding Process Mold Machine Material
high second-stage parting line damage tonnage viscosity decrease
pressure
heavy fill only weight vent depth clamp parallelism moisture content
clamp tonnage trapped plastic core pressure regrind
melt temperature support mold size
velocity to pressure erosion toggle wear
transfer
slide deflection
mismatch
cavity balance
30.3 Flash Troubleshooting
Flash is avoidable if three conditions are met:
1. The clamp pressure must be greater than the cavity pressure.
2. The mold must be robust enough to avoid deflection both in-line with clamp
force and perpendicular to clamp force. See for a picture of force directions.
3. All shut offs and parting lines must be true net, meaning they are tight with no
gaps, damage, or anything holding the mold open.
If flash is a concern use the STOP method to work through which of the above
conditions are not being met.