
Page 382 - Injection Molding Advanced Troubleshooting Guide
P. 382
380 40 Short Shot
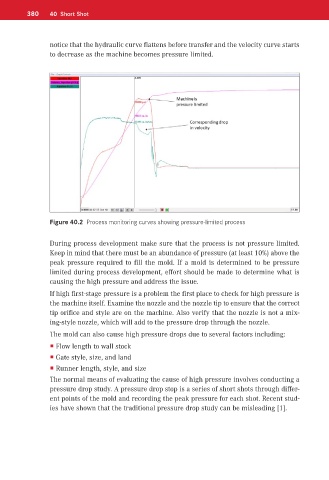
notice that the hydraulic curve flattens before transfer and the velocity curve starts
to decrease as the machine becomes pressure limited.
Figure 40.2 Process monitoring curves showing pressure-limited process
During process development make sure that the process is not pressure limited.
Keep in mind that there must be an abundance of pressure (at least 10%) above the
peak pressure required to fill the mold. If a mold is determined to be pressure
limited during process development, effort should be made to determine what is
causing the high pressure and address the issue.
If high first-stage pressure is a problem the first place to check for high pressure is
the machine itself. Examine the nozzle and the nozzle tip to ensure that the correct
tip orifice and style are on the machine. Also verify that the nozzle is not a mix-
ing-style nozzle, which will add to the pressure drop through the nozzle.
The mold can also cause high pressure drops due to several factors including:
Flow length to wall stock
Gate style, size, and land
Runner length, style, and size
The normal means of evaluating the cause of high pressure involves conducting a
pressure drop study. A pressure drop stop is a series of short shots through differ-
ent points of the mold and recording the peak pressure for each shot. Recent stud-
ies have shown that the traditional pressure drop study can be misleading [1].