
Page 416 - Injection Molding Advanced Troubleshooting Guide
P. 416
42.3 Splay Troubleshooting 415
42.3.1 Splay Troubleshooting Molding Process Related Issues
The following sections will deal with potential splay causes in the process in-
cluding:
Drying
High melt temperature
Decompression
Back pressure
Residence time
Screw recovery
Feed throat temperature
Inconsistent material feed
42.3.1.1 Molding Process: Drying
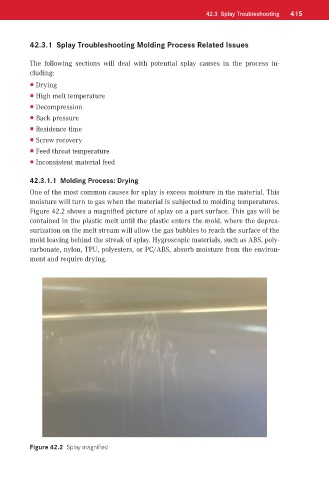
One of the most common causes for splay is excess moisture in the material. This
moisture will turn to gas when the material is subjected to molding temperatures.
Figure 42.2 shows a magnified picture of splay on a part surface. This gas will be
contained in the plastic melt until the plastic enters the mold, where the depres-
surization on the melt stream will allow the gas bubbles to reach the surface of the
mold leaving behind the streak of splay. Hygroscopic materials, such as ABS, poly-
carbonate, nylon, TPU, polyesters, or PC/ABS, absorb moisture from the environ-
ment and require drying.
Figure 42.2 Splay magnified