
Page 415 - Injection Molding Advanced Troubleshooting Guide
P. 415
414 42 Splay
42.2 Splay Troubleshooting Chart
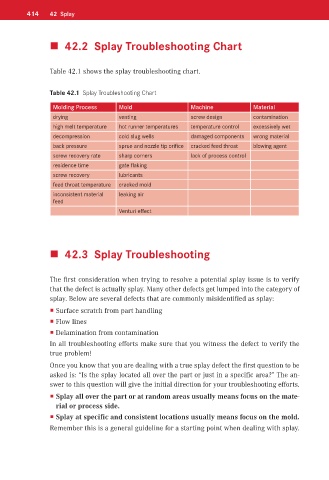
Table 42.1 shows the splay troubleshooting chart.
Table 42.1 Splay Troubleshooting Chart
Molding Process Mold Machine Material
drying venting screw design contamination
high melt temperature hot runner temperatures temperature control excessively wet
decompression cold slug wells damaged components wrong material
back pressure sprue and nozzle tip orifice cracked feed throat blowing agent
screw recovery rate sharp corners lack of process control
residence time gate flaking
screw recovery lubricants
feed throat temperature cracked mold
inconsistent material leaking air
feed
Venturi effect
42.3 Splay Troubleshooting
The first consideration when trying to resolve a potential splay issue is to verify
that the defect is actually splay. Many other defects get lumped into the category of
splay. Below are several defects that are commonly misidentified as splay:
Surface scratch from part handling
Flow lines
Delamination from contamination
In all troubleshooting efforts make sure that you witness the defect to verify the
true problem!
Once you know that you are dealing with a true splay defect the first question to be
asked is: “Is the splay located all over the part or just in a specific area?” The an-
swer to this question will give the initial direction for your troubleshooting efforts.
Splay all over the part or at random areas usually means focus on the mate-
rial or process side.
Splay at specific and consistent locations usually means focus on the mold.
Remember this is a general guideline for a starting point when dealing with splay.