
Page 465 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 465
Section 17.3 Compaction of Metal Powders
Upper punch
Shoe i i Shape
Compacted
Powder
Die 5
Lower punch -oo
1. 2. Ejector 4.
3.
Upper punch (G)
‘~ PM spurgear
Lower punch Core rod
(b)
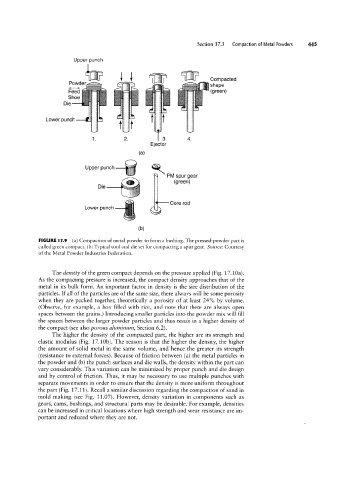
FIGURE l1.9 (a) Compaction of metal powder to form a bushing. The pressed-powder part is
called green compact. (b) Typical tool and die set for compacting a spur gear. Source: Courtesy
of the Metal Powder Industries Federation.
The density of the green compact depends on the pressure applied (Fig. 17.10a).
As the compacting pressure is increased, the compact density approaches that of the
metal in its bulk form. An important factor in density is the size distribution of the
particles. If all of the particles are of the same size, there always will be some porosity
when they are packed together, theoretically a porosity of at least 24% by volume.
(Observe, for example, a box filled with rice, and note that there are always open
spaces between the grains.) Introducing smaller particles into the powder mix will fill
the spaces between the larger powder particles and thus result in a higher density of
the compact (see also porous aluminum, Section 6.2).
The higher the density of the compacted part, the higher are its strength and
elastic modulus (Fig. 17.10b). The reason is that the higher the density, the higher
the amount of solid metal in the same volume, and hence the greater its strength
(resistance to external forces). Because of friction between (a) the metal particles in
the powder and (b) the punch surfaces and die walls, the density within the part can
vary considerably. This variation can be minimized by proper punch and die design
and by control of friction. Thus, it may be necessary to use multiple punches with
separate movements in order to ensure that the density is more uniform throughout
the part (Fig. 17.1 1). Recall a similar discussion regarding the compaction of sand in
mold making (see Fig, 11.07). However, density variation in components such as
gears, cams, bushings, and structural parts may be desirable. For example, densities
can be increased in critical locations where high strength and wear resistance are im-
portant and reduced where they are not.