
Page 496 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 496
' ,_::f;f; t hermoforming of thermoplastics (Section 19.6), but no pressure or
476 Ceramics, Glasses, and Superconductors: Processing and Equipment
Chapter 18
z vacuum is involved. Typical applications are dishes, sunglass lenses,
_‘;x:;§1
mirrors for telescopes, and lighting panels.
Glass ceramics (trade names: Pyroceram,
Glass Ceramics Manufacture.
Mold (Steel)
Corningu/are) contain large proportions of several oxides, as noted in
Section 8.5. thus, their manufacture involves a combination of the
methods used for ceramics and glasses. Glass ceramics are shaped into
1__.» discrete products (such as dishes and baking pans) and then heat treated,
whereby glass becomes dei/itri/‘ted (recrystallized).
FIGURE l8.l3 Centrifugal casting of glass. l8.3.4 Glass Fibers
Large telescope lenses and television-tube
funnels are made by this process. Source: Continuous glass fibers are drawn through multiple orifices (200 to
Courtesy of Corning Glass Works. 400 holes) in heated platinum plates at speeds as high as 500 m/s.
Fibers as small as 2 /.tm in diameter can be produced by this method. In
order to protect their surfaces, fibers subsequently are coated with chemicals. Short
fibers (chopped) are produced by subjecting long fibers to compressed air or steam
as they leave the orifice.
Glass wool (short glass fibers)-used as a thermal insulating material or for
acoustic insulation-is made by a centrifugal spraying process in which molten glass
is ejected (spun) from a rotating head. The diameter of the fibers is typically in the
range from 20 to 30 /sum.
l8.4 Techniques for Strengthening and Annealing Glass
Glass can be strengthened by a number of processes, and discrete glass products
may be subjected to annealing and to other finishing operations to impart desired
properties and surface characteristics.
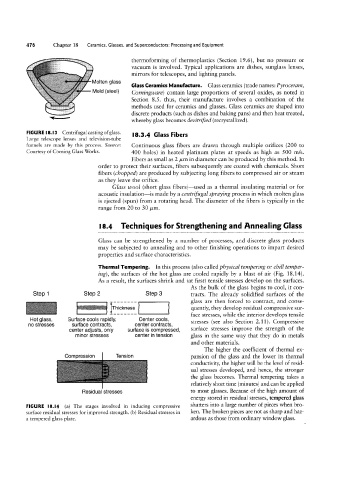
'!'hermal Tempering. In this process (also called physical tempering or c/oil] temper-
ing), the surfaces of the hot glass are cooled rapidly by a blast of air (Fig. 18.14).
As a result, the surfaces shrink and (at first) tensile stresses develop on the surfaces.
As the bulk of the glass begins to cool, it con-
STQP1 Step 2 Step 3 tracts. The already solidified surfaces of the
------- glass are then forced to contract, and conse-
Thickness quently, they develop residual compressive sur-
iiiiii ii' glass in the same Way that they do in metals
T ' ef
‘i`= "i‘:‘ Surface CODIS rapiduz""“' Center Coots face stresses, while the _interior develops tensile
surface contracts,
no stresseis Centeradjusts, 0n|y Surfaceis Compressed’ stresses (See alSO_ Secuon 2'11)` Compress”/6
centercontracls,
surface stresses improve the strength of the
center in tension
minor SIVGSSGS
and other materials.
The higher the coefficient of thermal ex-
pansion of the glass and the lower its thermal
Compression
Tension
conductivity, the higher will be the level of resid-
W i&FNT
the glass becomes. Thermal tempering takes a
ggir
relatively short time (minutes) and can be applied
to most glasses. Because of the high amount of
Residual stresses ual stresses developed, and hence, the stronger
energy stored in residual stresses, tempered glass
FIGURE l8.l4 (a) The stages involved in inducing compressive shatters into a large number of pieces when bro-
surface residual stresses for improved strength. (b) Residual stresses in ken. The broken pieces are not as sharp and haz-
a tempered glass plate. ardous as those from ordinary window glass.