
Page 214 - Mechanical Engineer's Data Handbook
P. 214
202 MECHANICAL ENGINEER'S DATA HANDBOOK
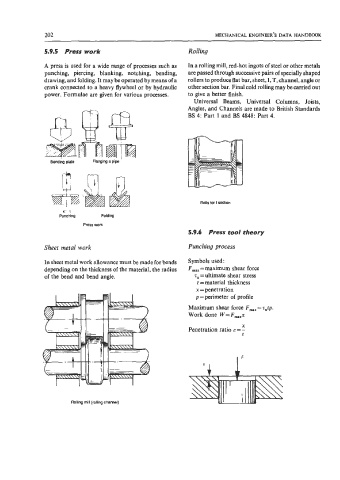
5.9.5 Press work Rolling
A press is used for a wide range of processes such as In a rolling mill, red-hot ingots of steel or other metals
punching, piercing, blanking, notching, bending, are passed through successive pairs of specially shaped
drawing, and folding. It may be operated by means of a rollers to produce flat bar, sheet, I, T, channel, angle or
crank connected to a heavy flywheel or by hydraulic other section bar. Final cold rolling may be camed out
power. Formulae are given for various processes. to give a better finish.
Universal Beams, Universal Columns, Joists,
Angles, and Channels are made to British Standards
BS 4: Part 1 and BS 4848: Part 4.
Bending plate Flanging a pipe
Rolls for I section
=-
Punching Folding
Press work
5.9.6 Press tool theory
Sheet metal work Punching process
In sheet metal work allowance must be made for bends Symbols used:
depending on the thickness of the material, the radius F,,, = maximum shear force
of the bend and bend angle. 7u =ultimate shear stress
t =material thickness
x = penetration
p = perimeter of profile
Maximum shear force F,,, = 7.t~.
Work done W= Fmaxx
X
Penetration ratio c = -
t
Rolling mill (rolling channel)