
Page 219 - Mechanical Engineer's Data Handbook
P. 219
MANUFACTURING TECHNOLOGY 207
5.1 I Gas welding
In gas welding the heat to melt the metal parts being tane, etc. Acetylene is the most commonly used gas;
welded is produced by the combination of oxygen and propane and butane are cheaper but less efficient.
an inflammable gas such as acetylene, propane, bu-
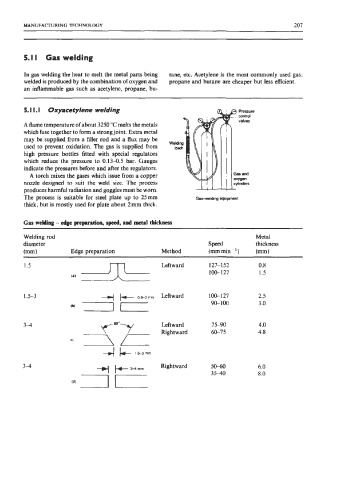
5. I I. I Oxyacetylene welding
A flame temperature of about 3250 "C melts the metals
which fuse together to form a strong joint. Extra metal
may be supplied from a filler rod and a flux may be
used to prevent oxidation. The gas is supplied from
high pressure bottles fitted with special regulators
which reduce the pressure to 0.134.5 bar. Gauges
indicate the pressures before and after the regulators.
A torch mixes the gases which issue from a copper
nozzle designed to suit the weld size. The process
produces harmful radiation and goggles must be worn.
The process is suitable for steel plate up to 25mm Gas-welding equipment
thick, but is mostly used for plate about 2 mm thick.
Gas wekliag - edge prepration, speed, ad metal thickness
Welding rod Metal
diameter Speed thickness
(mm) Edge preparation Method (mm min- ') (mm)
rn Leftward 127-1 52 0.8
1.5
100-127 1.5
1.5-3 + + 08-3mm Leftward 100-127 2.5
3.0
90-100
(b' 1 I
3-4 TWY Leftward 75-90 4 .O
(C) -\ /- Rightward 60-75 4.8
Rightward 50-60 6.0
35-40
8.0
'd) I I