
Page 221 - Mechanical Engineer's Data Handbook
P. 221
MANUFACTURING TECHNOLOGY 209
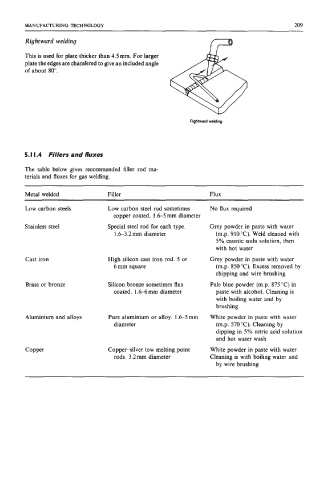
Rightward welding
This is used for plate thicker than 4.5 mm. For larger
plate the edges are chamfered Bo give an included angle
of about 80".
Rihtward welding
5. I I .4 Fillers and fluxas
The table below gives recommended filler rod ma-
terials and fluxes for gas welding.
Metal welded Filler Flux
Low carbon steels Low carbon steel rod sometimes No flux required
copper coated. 1 .&5 mm diameter
Stainless steel Special steel rod for each type. Grey powder in paste with water
1.63.2 mm diameter (m.p. 910 "C). Weld cleaned with
5% caustic soda solution, then
with hot water
Cast iron High silicon cast iron rod. 5 or Grey powder in paste with water
6mm square (m.p. 850 "C). Excess removed by
chipping and wire brushing
Brass or bronze Silicon bronze sometimes flux Pale blue powder (m.p. 875 "C) in
coated. 1 .&6 mm diameter paste with alcohol. Cleaning is
with boiling water and by
brushing
Aluminium and alloys Pure aluminium or alloy. 1.6-5 mm White powder in paste with water
diameter (m.p. 570 "C). Cleaning by
dipping in 5% nitric acid solution
and hot water wash
Copper Copper-silver low melting point White powder in paste with water.
rods. 3.2 mm diameter Cleaning is with boiling water and
by wire brushing