
Page 220 - Mechanical Engineer's Data Handbook
P. 220
208 MECHANICAL ENGINEER'S DATA HANDBOOK
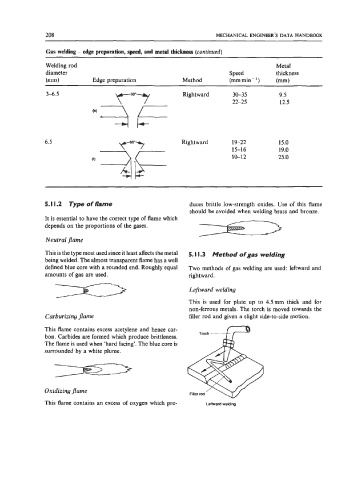
Gas welding - edge preparation, speed, and metal thickness (continued)
Welding rod Metal
diameter Speed thickness
(mm) Edge preparation Method (mmmin-') (mm)
3-6.5 Rightward 30-35 9.5
22-25 12.5
3 E
4cf
6.5 Rightward 19-22 15.0
y--"07 15-16 19.0
10-12 25.0
5.1 1.2 Type of flame duces brittle low-strength oxides. Use of this flame
should be avoided when welding brass and bronze.
It is essential to have the correct type of flame which
depends on the proportions of the gases.
Neutral flame
This is the type most used since it least affects the metal 5. I I .3 Method of gas welding
being welded. The almost transparent flame has a well
defined blue core with a rounded end. Roughly equal Two methods of gas welding are used: leftward and
amounts of gas are used. rightward.
Leftward welding
This is used for plate up to 4.5mm thick and for
non-ferrous metals. The torch is moved towards the
Carburizing flame filler rod and given a slight side-to-side motion.
This flame contains excess acetylene and hence car-
bon. Carbides are formed which produce brittleness.
The flame is used when 'hard facing'. The blue core is
surrounded by a white plume.
Oxidizing flame
This flame contains an excess of oxygen which pro- Lettward welding