
Page 223 - Mechanical Engineer's Data Handbook
P. 223
--
MANUFACTURING TECHNOLOGY 21 1
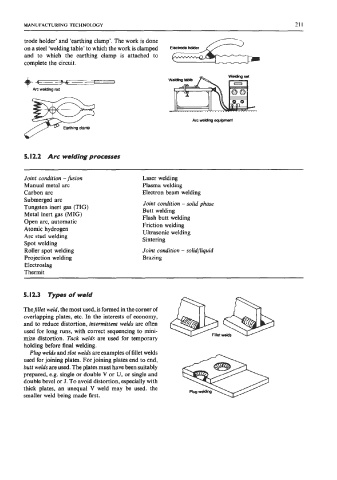
trode holder’ and ‘earthing clamp’. The work is done
on a steel ‘welding table’ to which the work is clamped E M
and to which the earthing clamp is attached to
complete the circuit.
B.-
Earthing
clamp
5.12.2 Arc welding processes
Joint condition -fusion Laser welding
Manual metal arc Plasma welding
Carbon arc Electron beam welding
Submerged arc Joint condition - solid phase
Tungsten inert gas (TIG) Butt welding
Metal inert gas (MIG)
Open arc, automatic Flash butt welding
Atomic hydrogen Friction welding
Arc stud welding Ultrasonic welding
Sintering
Spot welding
Roller spot welding Joint condition - solid/liquid
Projection welding Brazing
Electroslag
Thermit
and to reduce distortion, intermittent welds are often @&
5.12.3
Types of weld
Thefillet weld, the most used, is formed in the corner of
overlapping plates, etc. In the interests of economy,
used for long runs, with correct sequencing to mini-
mix distortion. Tack welds are used for temporary Fillet wekls
holding before final welding.
Plug welds and slot welds are examples of fillet welds
used for joining plates. For joining plates end to end,
butt welds are used. The plates must have been suitably
prepared, e.g. single or double V or U, or single and
double bevel or J. To avoid distortion, especially with
thick plates, an unequal V weld may be used. the
smaller weld being made first.