
Page 222 - Mechanical Engineer's Data Handbook
P. 222
210 MECHANICAL ENGINEER’S DATA HANDBOOK
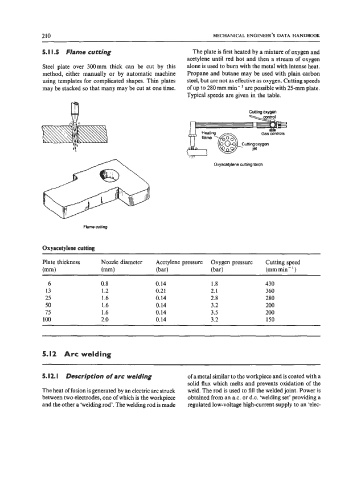
5. I I .5 Flame cutting The plate is first heated by a mixture of oxygen and
acetylene until red hot and then a stream of oxygen
Steel plate over 300mm thick can be cut by this alone is used to burn with the metal with intense heat.
method, either manually or by automatic machine Propane and butane may be used with plain carbon
using templates for complicated shapes. Thin plates steel, but are not as effective as oxygen. Cutting speeds
may be stacked so that many may be cut at one time. of up to 280 mm min- ’ are possible with 25-mm plate.
Typical speeds are given in the table.
Cutting oxygen
Oxyacetylene cutting torch
Flame cutting
Oxyacetylene cutting
Plate thickness Nozzle diameter Acetylene pressure Oxygen pressure Cutting speed
(mm) (mm) (bar) (bar) (mmmin-’)
6 0.8 0.14 1.8 430
13 1.2 0.21 2.1 360
25 1.6 0.14 2.8 280
50 1.6 0.14 3.2 200
75 1.6 0.14 3.5 200
100 2.0 0.14 3.2 150
5.12 Arc welding
5.12. I Description of arc welding of a metal similar to the workpiece and is coated with a
solid flux which melts and prevents oxidation of the
The heat of fusion is generated by an electric arc struck weld. The rod is used to fill the welded joint. Power is
between two electrodes, one of which is the workpiece obtained from an a.c. or d.c. ‘welding set’ providing a
and the other a ‘welding rod’. The welding rod is made regulated low-voltage high-current supply to an ‘elec-