
Page 79 - Membranes for Industrial Wastewater Recovery and Re-Use
P. 79
Membrane technolog3 59
2.4.3 Fouling and pretreatment
Pretreatment is required to suppress fouling and/or clogging of membranes, or
else to remove chemically aggressive constituents such as chlorine. Clogging of
membrane channels by solid matter can, to some extent, be controlled
hydrodynamically, for a cross-flow process, or by the appropriate backflush
regime for a dead-end process. It is only for certain filtration processes and/or
specific duties, such as filtration of municipal or laundry wastewater, that
pretreatment to remove gross solids may be critical. In these examples it is the
filamentous matter that causes a problem, as it can form large aggregates which
can become tangled with hollow fibres or otherwise clog the membrane channels
and, for an immersed system, the aerators. Submerged membrane bioreactors for
sewage treatment thus routinely employ fine screens and/or microstrainers to
remove these materials.
Pretreatment of membrane filtration feedwaters can be analogous to that
employed for depth filtration. An example is the use of coagulants to assist in the
removal of natural organic matter (NOM) from upland surface waters.
Precoagulation increases overall NOM removal, thereby reducing the propensity
to form trihalomethanes, as well as producing a more permeable and less
adherent filter cake (Judd and Hillis, 2001).
The requirement for pretreatment is determined by the feedwater
concentration of:
0 suspended solids, and colloidal matter in particular,
0 scalants (sparingly soluble dissolved salts), and
0 microorganisms and nutrients.
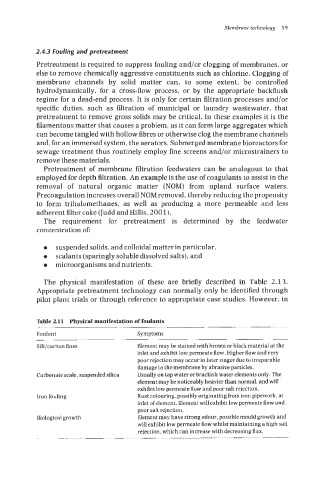
The physical manifestation of these are briefly described in Table 2.13.
Appropriate pretreatment technology can normally only be identified through
pilot plant trials or through reference to appropriate case studies. However, in
Table 2.13 Physical manifestation of foulants
Foulant Symptoms
Silt/carbon fines Element may be stained with brown or black material at the
inlet and exhibit low permeate flow. Higher flow and very
poor rejection may occur in later stages due to irreparable
damage to the membrane by abrasive particles.
Carbonate scale, suspended silica Usually on tap water or brackish water elements only. The
element may be noticeably heavier than normal, and will
exhibit low permeate flow and poor salt rejection.
Iron fouling Rust colouring. possibly originating from iron pipework, at
inlet ofelement. Element will exhibit low permeate flow and
poor salt rejection.
Biological growth Element may have strong odour, possible mould growth and
will exhibit low permeate flow whilst maintaining a high salt
rejection, which can increase with decreasing flux.