
Page 29 - Pipeline Rules of Thumb Handbook
P. 29
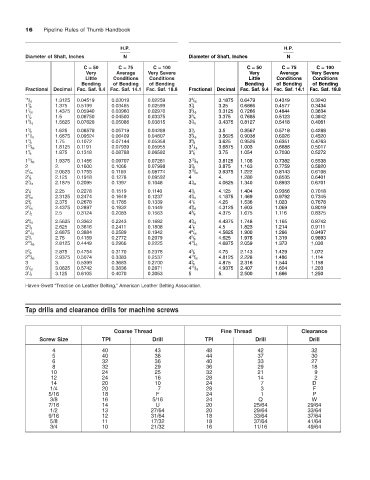
16 Pipeline Rules of Thumb Handbook
H.P. H.P.
Diameter of Shaft, Inches N Diameter of Shaft, Inches N
C = 50 C = 75 C = 100 C = 50 C = 75 C = 100
Very Average Very Severe Very Average Very Severe
Little Conditions Conditions Little Conditions Conditions
Bending of Bending of Bending Bending of Bending of Bending
Fractional Decimal Fac. Saf. 9.4 Fac. Saf. 14.1 Fac. Saf. 18.8 Fractional Decimal Fac. Saf. 9.4 Fac. Saf. 14.1 Fac. Saf. 18.8
15 1.3125 0.04519 0.03019 0.02259 3 3.1875 0.6479 0.4319 0.3240
/ 16 3 / 16
3 1
1 / 8 1.375 0.5199 0.03465 0.02599 3 / 4 3.25 0.6866 0.4577 0.3434
7 5
1 / 16 1.4375 0.05940 0.03960 0.02970 3 / 16 3.3125 0.7266 0.4844 0.3634
1 3
1 / 2 1.5 0.06750 0.04500 0.03375 3 / 8 3.375 0.7685 0.5123 0.3842
9 7
1 / 16 1.5625 0.07628 0.05086 0.03815 3 / 16 3.4375 0.8127 0.5418 0.4061
5 1
1 / 8 1.625 0.08578 0.05719 0.04289 3 / 2 3.5 0.8567 0.5718 0.4288
11 9
1 / 16 1.6875 0.09524 0.06409 0.04807 3 / 16 3.5625 0.9038 0.6026 0.4520
3 5
1 / 4 1.75 0.1072 0.07144 0.05358 3 / 8 3.625 0.9526 0.6351 0.4763
13 11
1 / 16 1.8125 0.1191 0.07939 0.05955 3 / 16 3.6875 1.003 0.6688 0.5017
7 3
1 / 8 1.875 0.1318 0.08788 0.06592 3 / 4 3.75 1.054 0.7030 0.5272
15 13
1 / 16 1.9375 0.1456 0.09707 0.07281 3 / 16 3.8125 1.108 0.7382 0.5538
7
2 2. 0.1600 0.1066 0.07998 3 / 8 3.875 1.163 0.7759 0.5820
1 15
2 / 16 2.0625 0.1755 0.1169 0.08774 3 / 16 3.9375 1.222 0.8143 0.6108
1
2 / 8 2.125 0.1918 0.1278 0.09592 4 4. 1.280 0.8535 0.6401
3 1
2 / 16 2.1875 0.2095 0.1397 0.1048 4 / 16 4.0625 1.340 0.8933 0.6701
1 1
2 / 4 2.25 0.2278 0.1519 0.1140 4 / 8 4.125 1.404 0.9356 0.7018
5 3
2 / 16 2.3125 0.2474 0.1649 0.1237 4 / 16 4.1875 1.469 0.9792 0.7345
3 1
2 / 8 2.375 0.2678 0.1785 0.1339 4 / 4 4.25 1.536 1.023 0.7678
7 5
2 / 16 2.4375 0.2897 0.1932 0.1449 4 / 16 4.3125 1.603 1.069 0.8019
1 3
2 / 2 2.5 0.3124 0.2083 0.1563 4 / 8 4.375 1.675 1.116 0.8375
9 7
2 / 16 2.5625 0.3363 0.2243 0.1682 4 / 16 4.4375 1.748 1.165 0.8742
5 1
2 / 8 2.625 0.3616 0.2411 0.1808 4 / 2 4.5 1.823 1.214 0.9111
11 9
2 / 16 2.6875 0.3884 0.2589 0.1942 4 / 16 4.5625 1.900 1.266 0.9497
3 5
2 / 4 2.75 0.4159 0.2772 0.2079 4 / 8 4.625 1.978 1.319 0.9893
13 11
2 / 16 2.8125 0.4449 0.2966 0.2225 4 / 16 4.6875 2.059 1.373 1.030
7 3
2 / 8 2.875 0.4754 0.3170 0.2378 4 / 4 4.75 2.143 1.429 1.072
15 13
2 / 16 2.9375 0.5074 0.3383 0.2537 4 / 16 4.8125 2.228 1.486 1.114
7
3 3. 0.5399 0.3683 0.2700 4 / 8 4.875 2.316 1.544 1.158
1 15
3 / 16 3.0625 0.5742 0.3836 0.2871 4 / 16 4.9375 2.407 1.604 1.203
1
3 / 8 3.125 0.6105 0.4070 0.3053 5 5. 2.500 1.666 1.250
Haven-Swett “Treatise on Leather Belting,” American Leather Belting Association.
Tap drills and clearance drills for machine screws
Coarse Thread Fine Thread Clearance
Screw Size TPI Drill TPI Drill Drill
4 40 43 48 42 32
5 40 38 44 37 30
6 32 36 40 33 27
8 32 29 36 29 18
10 24 25 32 21 9
12 24 16 28 14 2
14 20 10 24 7 D
1/4 20 7 28 3 F
5/16 18 F 24 1 P
3/8 16 5/16 24 Q W
7/16 14 U 20 25/64 29/64
1/2 13 27/64 20 29/64 33/64
9/16 12 31/64 18 33/64 37/64
5/8 11 17/32 18 37/64 41/64
3/4 10 21/32 16 11/16 49/64