
Page 263 - Plastics Engineering
P. 263
246 Processing of Plastics
4.2 Extrusion
4.2.1 General Features of Single Screw Extrusion
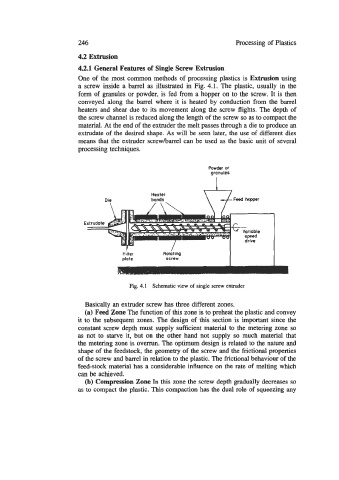
One of the most common methods of processing plastics is Extrusion using
a screw inside a barrel as illustrated in Fig. 4.1. The plastic, usually in the
form of granules or powder, is fed from a hopper on to the screw. It is then
conveyed along the barrel where it is heated by conduction from the barrel
heaters and shear due to its movement along the screw flights. The depth of
the screw channel is reduced along the length of the screw so as to compact the
material. At the end of the extruder the melt passes through a die to produce an
extrudate of the desired shape. As will be seen later, the use of different dies
means that the extruder screwharrel can be used as the basic unit of several
processing techniques.
Powder or
granules
Heoter
Die bands
I .
Filter Rototing
plate screw
. __ - - _-.
Fig. 4.1 Schematic view of single screw extruder
Basically an extruder screw has three different zones.
(a) Feed Zone The function of this zone is to preheat the plastic and convey
it to the subsequent zones. The design of this section is important since the
constant screw depth must supply sufficient material to the metering zone so
as not to starve it, but on the other hand not supply so much material that
the metering zone is overrun. The optimum design is related to the nature and
shape of the feedstock, the geometry of the screw and the frictional properties
of the screw and barrel in relation to the plastic. The frictional behaviour of the
feed-stock material has a considerable influence on the rate of melting which
can be achieved.
(b) Compression Zone In this zone the screw depth gradually decreases so
as to compact the plastic. This compaction has the dual role of squeezing any