
Page 264 - Plastics Engineering
P. 264
Processing of Plastics 247
trapped air pockets back into the feed zone and improving the heat transfer
through the reduced thickness of material.
(e) Metering Zone In this section the screw depth is again constant but
much less than the feed zone. In the metering zone the melt is homogenised so
as to supply at a constant rate, material of uniform temperature and pressure
to the die. This zone is the most straight-forward to analyse since it involves a
viscous melt flowing along a uniform channel.
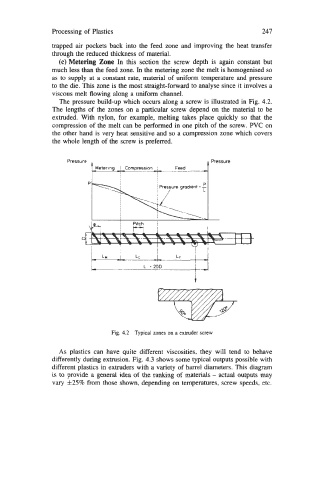
The pressure build-up which occurs along a screw is illustrated in Fig. 4.2.
The lengths of the zones on a particular screw depend on the material to be
extruded. With nylon, for example, melting takes place quickly so that the
compression of the melt can be performed in one pitch of the screw. PVC on
the other hand is very heat sensitive and so a compression zone which covers
the whole length of the screw is preferred.
Pressure Pressure
Metering 1 Compression Feed ..___
I
I
0
Fig. 4.2 Typical zones on a extruder screw
As plastics can have quite different viscosities, they will tend to behave
differently during extrusion. Fig. 4.3 shows some typical outputs possible with
different plastics in extruders with a variety of barrel diameters. This diagram
is to provide a general idea of the ranking of materials - actual outputs may
vary f25% from those shown, depending on temperatures, screw speeds, etc.