
Page 267 - Plastics Engineering
P. 267
250 Processing of Plastics
Another feature of an extruder is the presence of a gauze filter after the screw
and before the die. This effectively filters out any inhomogeneous material
which might otherwise clog the die. These screen packs as they are called, will
normally filter the melt to 120-150 pm. However, there is conclusive evidence
to show that even smaller particles than this can initiate cracks in plastics
extrudates e.g. polyethylene pressure pipes. In such cases it has been found
that fine melt filtration (245 pm) can significantly improve the performance
of the extrudate.
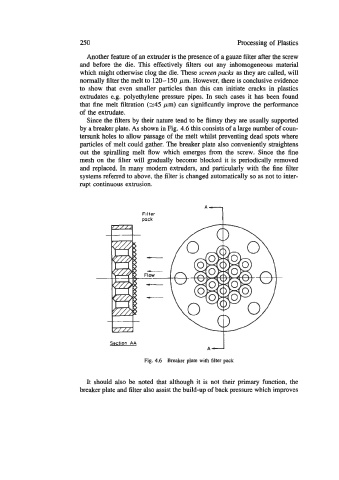
Since the filters by their nature tend to be flimsy they are usually supported
by a breaker plate. As shown in Fig. 4.6 this consists of a large number of coun-
tersunk holes to allow passage of the melt whilst preventing dead spots where
particles of melt could gather. The breaker plate also conveniently straightens
out the spiralling melt flow which emerges from the screw. Since the fine
mesh on the filter will gradually become blocked it is periodically removed
and replaced. In many modem extruders, and particularly with the fine filter
systems referred to above, the filter is changed automatically so as not to inter-
rupt continuous extrusion.
Filter *-l
pack
Section AA
A
Fig. 4.6 Breaker plate with filter pack
It should also be noted that although it is not their primary function, the
breaker plate and filter also assist the build-up of back pressure which improves