
Page 298 - Reciprocating Compressors Operation Maintenance
P. 298
Overhaul and Repair of Reciprocating Compressors 283
REAPPLICATION OF BABBITT-SPRAYED RIDER BANDS
The following procedures should be followed when reapplying bab-
bitt-sprayed rider bands.
Surface Preparation and Spraying
1. Clean all old babbitt from the rider ring grooves by machining to
base metal. Take extreme care at this point to assure that all babbitt
is removed, while keeping the depth of the groove to a minimum. If
machining is not necessary, sandblast the rider groove to bare metal
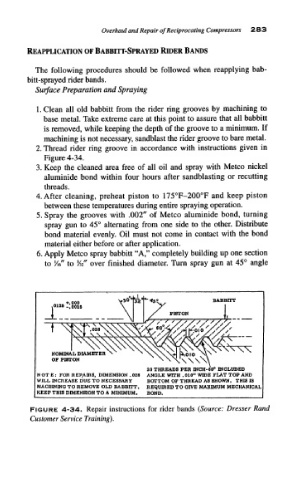
2. Thread rider ring groove in accordance with instructions given in
Figure 4-34.
3. Keep the cleaned area free of all oil and spray with Metco nickel
aluminide bond within four hours after sandblasting or recutting
threads.
4. After cleaning, preheat piston to 175°F-2QO°F and keep piston
between these temperatures during entire spraying operation.
5. Spray the grooves with .002" of Metco aluminide bond, turning
spray gun to 45° alternating from one side to the other. Distribute
bond material evenly. Oil must not come in contact with the bond
material either before or after application.
6. Apply Metco spray babbitt "A," completely building up one section
to y\" to Yn' over finished diameter. Turn spray gun at 45° angle
BABBITT
.0128 _
NOMINAL DIAMETER
OF PISTON
20 THREADS PER INCH-60 0 INCLUDED
NOTE: FOR REPAIRS, DIMENSION .028 ANGLE WITH .010" WIDE FLAT TOP AND
WILL OTCREASE DUE TO NECESSARY BOTTOM OF THREAD AS SHOWN. THIS 18
MACHINING TO REMOVE OLD BABBITT. REQUIRED TO GIVE MAXIMUM MECHANICAL
KEEP THIS DIMENSION TO A MINIMUM. BOND.
FIGURE 4-34. Repair instructions for rider bands (Source: Dresser Rand
Customer Service Training).