
Page 299 - Reciprocating Compressors Operation Maintenance
P. 299
284 Reciprocating Compressors: Operation and Maintenance
alternately from one side to the other until threads are filled, and
then at 90° until completely built up,
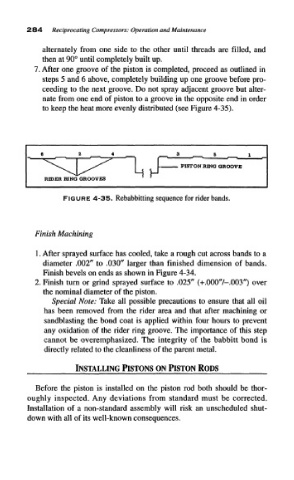
7, After one groove of the piston is completed, proceed as outlined in
steps 5 and 6 above, completely building up one groove before pro-
ceeding to the next groove. Do not spray adjacent groove but alter-
nate from one end of piston to a groove in the opposite end in order
to keep the heat more evenly distributed (see Figure 4-35).
PISTON BENO GROOVE
H H
RIDER RING GROOVES
FIGURE 4-35. Rebabbitting sequence for rider bands.
Finish Machining
1. After sprayed surface has cooled, take a rough cut across bands to a
diameter .002" to .030" larger than finished dimension of bands.
Finish bevels on ends as shown in Figure 4-34.
2. Finish turn or grind sprayed surface to .025" (+.0007-.003") over
the nominal diameter of the piston.
Special Note: Take all possible precautions to ensure that all oil
has been removed from the rider area and that after machining or
sandblasting the bond coat is applied within four hours to prevent
any oxidation of the rider ring groove. The importance of this step
cannot be overemphasized. The integrity of the babbitt bond is
directly related to the cleanliness of the parent metal.
Before the piston is installed on the piston rod both should be thor-
oughly inspected. Any deviations from standard must be corrected.
Installation of a non-standard assembly will risk an unscheduled shut-
down with all of its well-known consequences.