
Page 524 - Sensors and Control Systems in Manufacturing
P. 524
Communications
Conveyor belt 477
Motor
Counting pulses
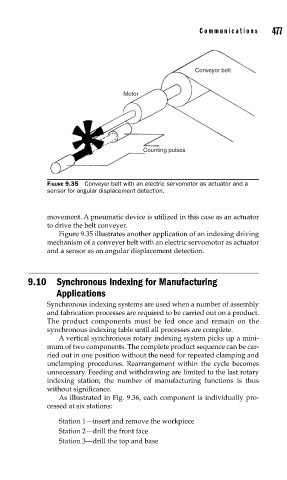
FIGURE 9.35 Conveyer belt with an electric servomotor as actuator and a
sensor for angular displacement detection.
movement. A pneumatic device is utilized in this case as an actuator
to drive the belt conveyer.
Figure 9.35 illustrates another application of an indexing driving
mechanism of a conveyer belt with an electric servomotor as actuator
and a sensor as an angular displacement detection.
9.10 Synchronous Indexing for Manufacturing
Applications
Synchronous indexing systems are used when a number of assembly
and fabrication processes are required to be carried out on a product.
The product components must be fed once and remain on the
synchronous indexing table until all processes are complete.
A vertical synchronous rotary indexing system picks up a mini-
mum of two components. The complete product sequence can be car-
ried out in one position without the need for repeated clamping and
unclamping procedures. Rearrangement within the cycle becomes
unnecessary. Feeding and withdrawing are limited to the last rotary
indexing station; the number of manufacturing functions is thus
without significance.
As illustrated in Fig. 9.36, each component is individually pro-
cessed at six stations:
Station 1—insert and remove the workpiece
Station 2—drill the front face
Station 3—drill the top and base