
Page 92 - Sensors and Control Systems in Manufacturing
P. 92
Classification and Types of Sensors
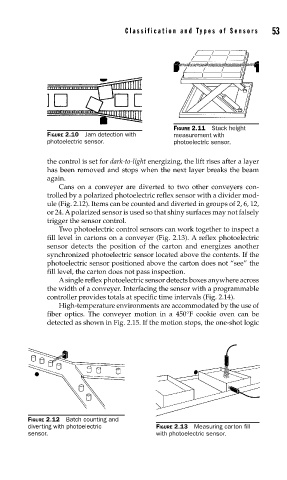
FIGURE 2.11 Stack height 53
FIGURE 2.10 Jam detection with measurement with
photoelectric sensor. photoelectric sensor.
the control is set for dark-to-light energizing, the lift rises after a layer
has been removed and stops when the next layer breaks the beam
again.
Cans on a conveyer are diverted to two other conveyers con-
trolled by a polarized photoelectric reflex sensor with a divider mod-
ule (Fig. 2.12). Items can be counted and diverted in groups of 2, 6, 12,
or 24. A polarized sensor is used so that shiny surfaces may not falsely
trigger the sensor control.
Two photoelectric control sensors can work together to inspect a
fill level in cartons on a conveyer (Fig. 2.13). A reflex photoelectric
sensor detects the position of the carton and energizes another
synchronized photoelectric sensor located above the contents. If the
photoelectric sensor positioned above the carton does not “see” the
fill level, the carton does not pass inspection.
A single reflex photoelectric sensor detects boxes anywhere across
the width of a conveyer. Interfacing the sensor with a programmable
controller provides totals at specific time intervals (Fig. 2.14).
High-temperature environments are accommodated by the use of
fiber optics. The conveyer motion in a 450°F cookie oven can be
detected as shown in Fig. 2.15. If the motion stops, the one-shot logic
FIGURE 2.12 Batch counting and
diverting with photoelectric FIGURE 2.13 Measuring carton fi ll
sensor. with photoelectric sensor.