
Page 99 - The Toyota Way Fieldbook
P. 99
76 THE TOYOTA WAY FIELDBOOK
Case Example: Isolating Variability in a Low Volume
Aerospace Supplier
This company produced welded tube sections for the aircraft industry,
an operation with a spectrum near the extreme end of low volume
(average order, about five pieces) and high variety (in the thousands).
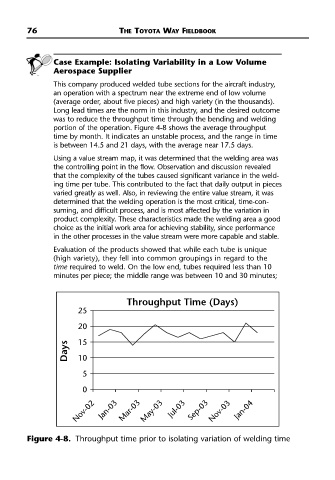
Long lead times are the norm in this industry, and the desired outcome
was to reduce the throughput time through the bending and welding
portion of the operation. Figure 4-8 shows the average throughput
time by month. It indicates an unstable process, and the range in time
is between 14.5 and 21 days, with the average near 17.5 days.
Using a value stream map, it was determined that the welding area was
the controlling point in the flow. Observation and discussion revealed
that the complexity of the tubes caused significant variance in the weld-
ing time per tube. This contributed to the fact that daily output in pieces
varied greatly as well. Also, in reviewing the entire value stream, it was
determined that the welding operation is the most critical, time-con-
suming, and difficult process, and is most affected by the variation in
product complexity. These characteristics made the welding area a good
choice as the initial work area for achieving stability, since performance
in the other processes in the value stream were more capable and stable.
Evaluation of the products showed that while each tube is unique
(high variety), they fell into common groupings in regard to the
time required to weld. On the low end, tubes required less than 10
minutes per piece; the middle range was between 10 and 30 minutes;
Throughput Time (Days)
25
20
Days 15
10
5
0
Nov-02 Jan-03 Mar-03 May-03 Jul-03 Sep-03 Nov-03 Jan-04
Figure 4-8. Throughput time prior to isolating variation of welding time