
Page 62 - Welding of Aluminium and its Alloys
P. 62
Preparation for welding 53
HF
Electrode
Cooling water
Plasma gas
Power
source
Pilot arc
Dross
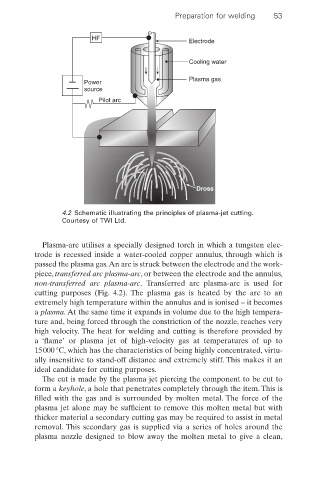
4.2 Schematic illustrating the principles of plasma-jet cutting.
Courtesy of TWI Ltd.
Plasma-arc utilises a specially designed torch in which a tungsten elec-
trode is recessed inside a water-cooled copper annulus, through which is
passed the plasma gas.An arc is struck between the electrode and the work-
piece, transferred arc plasma-arc, or between the electrode and the annulus,
non-transferred arc plasma-arc. Transferred arc plasma-arc is used for
cutting purposes (Fig. 4.2). The plasma gas is heated by the arc to an
extremely high temperature within the annulus and is ionised – it becomes
a plasma. At the same time it expands in volume due to the high tempera-
ture and, being forced through the constriction of the nozzle, reaches very
high velocity. The heat for welding and cutting is therefore provided by
a ‘flame’ or plasma jet of high-velocity gas at temperatures of up to
15000°C, which has the characteristics of being highly concentrated, virtu-
ally insensitive to stand-off distance and extremely stiff. This makes it an
ideal candidate for cutting purposes.
The cut is made by the plasma jet piercing the component to be cut to
form a keyhole, a hole that penetrates completely through the item. This is
filled with the gas and is surrounded by molten metal. The force of the
plasma jet alone may be sufficient to remove this molten metal but with
thicker material a secondary cutting gas may be required to assist in metal
removal. This secondary gas is supplied via a series of holes around the
plasma nozzle designed to blow away the molten metal to give a clean,