
Page 67 - Welding of Aluminium and its Alloys
P. 67
58 The welding of aluminium and its alloys
such as pits and wells. Forced ventilation should be considered in such
circumstances.
When plasma-arc cutting is carried out under water the dross that is
produced may build up on the tank bottom. Over a period of time this dross
reacts with the water, producing hydrogen which may accumulate under the
item being cut, leading to a risk of explosion. This is best avoided by clean-
ing the tank of the dross at regular intervals or using a forced circulation
water supply to carry away any gas as it is formed.
Plasma-arc cutting is a very noisy process, the noise level increasing as
the cutting current is increased. Ear protection is required for the operator
and personnel working in the vicinity to avoid discomfort or ear damage.
4.4 Laser beam cutting
A laser (light amplification by the stimulated emission of radiation) gener-
ates a coherent beam of light at an essentially constant wavelength. When
this beam is focused on a surface there is sufficient energy concentrated in
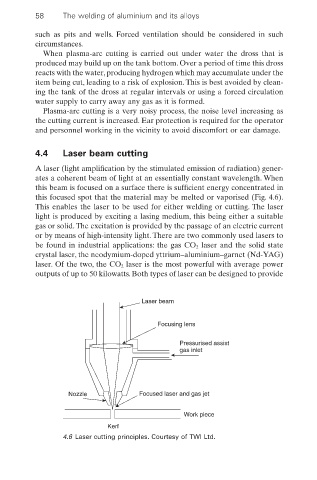
this focused spot that the material may be melted or vaporised (Fig. 4.6).
This enables the laser to be used for either welding or cutting. The laser
light is produced by exciting a lasing medium, this being either a suitable
gas or solid.The excitation is provided by the passage of an electric current
or by means of high-intensity light. There are two commonly used lasers to
be found in industrial applications: the gas CO 2 laser and the solid state
crystal laser, the neodymium-doped yttrium–aluminium–garnet (Nd-YAG)
laser. Of the two, the CO 2 laser is the most powerful with average power
outputs of up to 50 kilowatts. Both types of laser can be designed to provide
Laser beam
Focusing lens
Pressurised assist
gas inlet
Nozzle Focused laser and gas jet
Work piece
Kerf
4.6 Laser cutting principles. Courtesy of TWI Ltd.