
Page 65 - Welding of Aluminium and its Alloys
P. 65
56 The welding of aluminium and its alloys
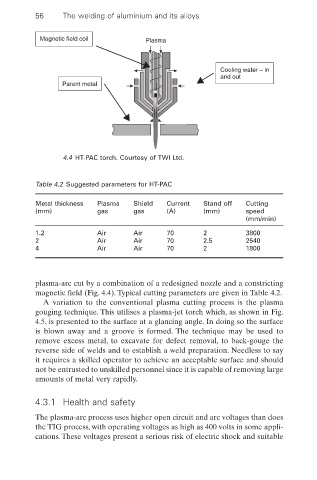
Magnetic field coil Plasma
Cooling water – in
and out
Parent metal
4.4 HT-PAC torch. Courtesy of TWI Ltd.
Table 4.2 Suggested parameters for HT-PAC
Metal thickness Plasma Shield Current Stand off Cutting
(mm) gas gas (A) (mm) speed
(mm/min)
1.2 Air Air 70 2 3800
2 Air Air 70 2.5 2540
4 Air Air 70 2 1800
plasma-arc cut by a combination of a redesigned nozzle and a constricting
magnetic field (Fig. 4.4). Typical cutting parameters are given in Table 4.2.
A variation to the conventional plasma cutting process is the plasma
gouging technique. This utilises a plasma-jet torch which, as shown in Fig.
4.5, is presented to the surface at a glancing angle. In doing so the surface
is blown away and a groove is formed. The technique may be used to
remove excess metal, to excavate for defect removal, to back-gouge the
reverse side of welds and to establish a weld preparation. Needless to say
it requires a skilled operator to achieve an acceptable surface and should
not be entrusted to unskilled personnel since it is capable of removing large
amounts of metal very rapidly.
4.3.1 Health and safety
The plasma-arc process uses higher open circuit and arc voltages than does
the TIG process, with operating voltages as high as 400 volts in some appli-
cations. These voltages present a serious risk of electric shock and suitable