
Page 157 - Thermal Hydraulics Aspects of Liquid Metal Cooled Nuclear Reactors
P. 157
Operational aspects of experimental liquid metal facilities 129
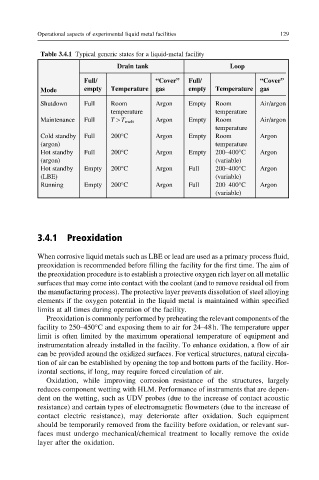
Table 3.4.1 Typical generic states for a liquid-metal facility
Drain tank Loop
Full/ “Cover” Full/ “Cover”
empty Temperature gas empty Temperature gas
Mode
Shutdown Full Room Argon Empty Room Air/argon
temperature temperature
Maintenance Full T>T melt Argon Empty Room Air/argon
temperature
Cold standby Full 200°C Argon Empty Room Argon
(argon) temperature
Hot standby Full 200°C Argon Empty 200–400°C Argon
(argon) (variable)
Hot standby Empty 200°C Argon Full 200–400°C Argon
(LBE) (variable)
Running Empty 200°C Argon Full 200–400°C Argon
(variable)
3.4.1 Preoxidation
When corrosive liquid metals such as LBE or lead are used as a primary process fluid,
preoxidation is recommended before filling the facility for the first time. The aim of
the preoxidation procedure is to establish a protective oxygen rich layer on all metallic
surfaces that may come into contact with the coolant (and to remove residual oil from
the manufacturing process). The protective layer prevents dissolution of steel alloying
elements if the oxygen potential in the liquid metal is maintained within specified
limits at all times during operation of the facility.
Preoxidation is commonly performed by preheating the relevant components of the
facility to 250–450°C and exposing them to air for 24–48h. The temperature upper
limit is often limited by the maximum operational temperature of equipment and
instrumentation already installed in the facility. To enhance oxidation, a flow of air
can be provided around the oxidized surfaces. For vertical structures, natural circula-
tion of air can be established by opening the top and bottom parts of the facility. Hor-
izontal sections, if long, may require forced circulation of air.
Oxidation, while improving corrosion resistance of the structures, largely
reduces component wetting with HLM. Performance of instruments that are depen-
dent on the wetting, such as UDV probes (due to the increase of contact acoustic
resistance) and certain types of electromagnetic flowmeters (due to the increase of
contact electric resistance), may deteriorate after oxidation. Such equipment
should be temporarily removed from the facility before oxidation, or relevant sur-
faces must undergo mechanical/chemical treatment to locally remove the oxide
layer after the oxidation.