
Page 145 - Welding Robots Technology, System Issues, and Applications
P. 145
132 Welding Robots
two mentioned positions, but also to change the welding parameters: voltage,
current and welding speed. From the two technologies presented above to
implement robot controller access, the example presented in this section will use
the TCP/IP socket technology since the RPC technology is alternatively used in
Chapter 5. The simple TCP/IP socket server presented in Figure 4.12 was designed
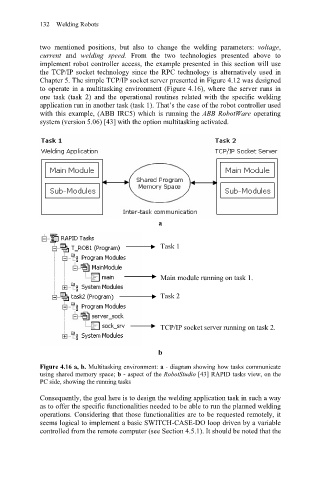
to operate in a multitasking environment (Figure 4.16), where the server runs in
one task (task 2) and the operational routines related with the specific welding
application run in another task (task 1). That’s the case of the robot controller used
with this example, (ABB IRC5) which is running the ABB RobotWare operating
system (version 5.06) [43] with the option multitasking activated.
a
Task 1
Main module running on task 1.
Task 2
TCP/IP socket server running on task 2.
b
Figure 4.16 a, b. Multitasking environment: a - diagram showing how tasks communicate
using shared memory space; b - aspect of the RobotStudio [43] RAPID tasks view, on the
PC side, showing the running tasks
Consequently, the goal here is to design the welding application task in such a way
as to offer the specific functionalities needed to be able to run the planned welding
operations. Considering that those functionalities are to be requested remotely, it
seems logical to implement a basic SWITCH-CASE-DO loop driven by a variable
controlled from the remote computer (see Section 4.5.1). It should be noted that the