
Page 149 - Welding Robots Technology, System Issues, and Applications
P. 149
136 Welding Robots
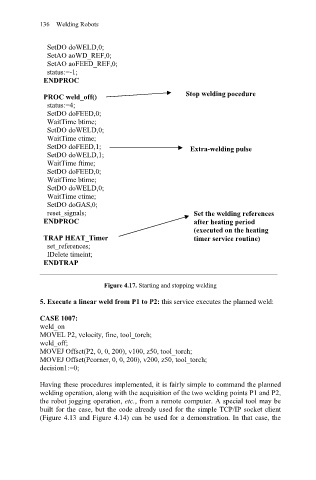
SetDO doWELD,0;
SetAO aoWD_REF,0;
SetAO aoFEED_REF,0;
status:=-1;
ENDPROC
Stop welding pocedure
PROC weld_off()
status:=4;
SetDO doFEED,0;
WaitTime btime;
SetDO doWELD,0;
WaitTime ctime;
SetDO doFEED,1; Extra-welding pulse
SetDO doWELD,1;
WaitTime ftime;
SetDO doFEED,0;
WaitTime btime;
SetDO doWELD,0;
WaitTime ctime;
SetDO doGAS,0;
reset_signals; Set the welding references
ENDPROC after heating period
(executed on the heating
TRAP HEAT_Timer timer service routine)
set_references;
IDelete timeint;
ENDTRAP
__________________________________________________________________
Figure 4.17. Starting and stopping welding
5. Execute a linear weld from P1 to P2: this service executes the planned weld:
CASE 1007:
weld_on
MOVEL P2, velocity, fine, tool_torch;
weld_off;
MOVEJ Offset(P2, 0, 0, 200), v100, z50, tool_torch;
MOVEJ Offset(Pcorner, 0, 0, 200), v200, z50, tool_torch;
decision1:=0;
Having these procedures implemented, it is fairly simple to command the planned
welding operation, along with the acquisition of the two welding points P1 and P2,
the robot jogging operation, etc., from a remote computer. A special tool may be
built for the case, but the code already used for the simple TCP/IP socket client
(Figure 4.13 and Figure 4.14) can be used for a demonstration. In that case, the