
Page 111 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 111
Fracture Modes and Welding Defects
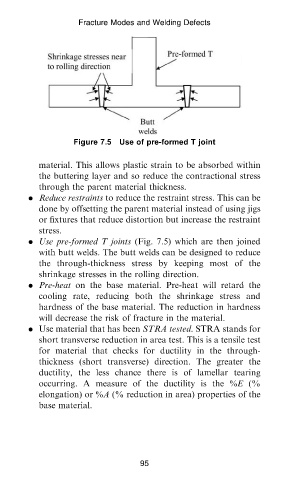
Figure 7.5 Use of pre-formed T joint
material. This allows plastic strain to be absorbed within
the buttering layer and so reduce the contractional stress
through the parent material thickness.
. Reduce restraints to reduce the restraint stress. This can be
done by offsetting the parent material instead of using jigs
or fixtures that reduce distortion but increase the restraint
stress.
. Use pre-formed T joints (Fig. 7.5) which are then joined
with butt welds. The butt welds can be designed to reduce
the through-thickness stress by keeping most of the
shrinkage stresses in the rolling direction.
. Pre-heat on the base material. Pre-heat will retard the
cooling rate, reducing both the shrinkage stress and
hardness of the base material. The reduction in hardness
will decrease the risk of fracture in the material.
. Use material that has been STRA tested. STRA stands for
short transverse reduction in area test. This is a tensile test
for material that checks for ductility in the through-
thickness (short transverse) direction. The greater the
ductility, the less chance there is of lamellar tearing
occurring. A measure of the ductility is the %E (%
elongation) or %A (% reduction in area) properties of the
base material.
95
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200907QG Welding chap7.3d Page 95 of 107