
Page 412 - Applied Process Design For Chemical And Petrochemical Plants Volume III
P. 412
66131_Ludwig_CH12A 6/1/01 11:00 AM Page 369
Compression Equipment (Including Fans) 369
Table 12-1
General Compression and Vacuum Limits
Approx. Max. Approx. Max. Approx. Max.
Commercially Compression Compression
Used Disch. Ratio per Ratio per Case
Compressor Type Press., psia Stage or Machine
Reciprocating 35,000—50,000 10 as required
Centrifugal 03,000—05,000 3—4.5 8—10
Rotary displacement 0,0100—0,0130 4 4
Axial flow 0,0080—0,0130 1.2—1.5 5—6.5
Vacuum Pump Type Approx. Suction Pressure
Attainable, mm Hg abs
Centrifugal 6
Reciprocating 0.3
Steam jet ejector 00.05
Rotary displacement 10 5
Oil diffusion 10 7 (or 10 4 micron)
Mercury or oil diffusion plus rotary less than 10 7
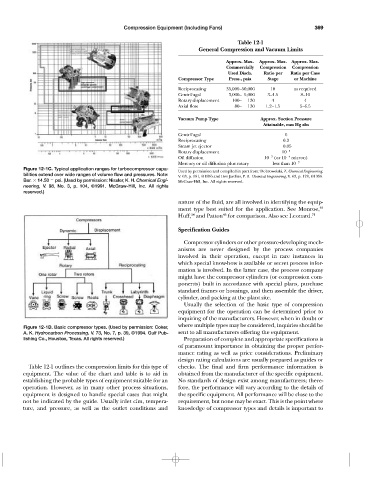
Figure 12-1C. Typical application ranges for turbocompressor capa-
Used by permission and compiled in part from: Dobrowolski, Z. Chemical Engineering,
bilities extend over wide ranges of volume flow and pressures. Note: V. 63, p. 181, ©1956 and Des Jardins, P. R. Chemical Engineering, V. 63, p. 178, ©1956.
Bar. 14.50 psi. (Used by permission: Nissler, K. H. Chemical Engi- McGraw-Hill, Inc. All rights reserved.
neering, V. 98, No. 3, p. 104, ©1991. McGraw-Hill, Inc. All rights
reserved.)
nature of the fluid, are all involved in identifying the equip-
ment type best suited for the application. See Monroe, 40
34
43
Huff, and Patton for comparison. Also see Leonard. 71
Specification Guides
Compressor cylinders or other pressure-developing mech-
anisms are never designed by the process companies
involved in their operation, except in rare instances in
which special know-how is available or secret process infor-
mation is involved. In the latter case, the process company
might have the compressor cylinders (or compression com-
ponents) built in accordance with special plans, purchase
standard frames or housings, and then assemble the driver,
cylinder, and packing at the plant site.
Usually the selection of the basic type of compression
equipment for the operation can be determined prior to
inquiring of the manufacturers. However, when in doubt or
where multiple types may be considered, inquiries should be
Figure 12-1D. Basic compressor types. (Used by permission: Coker,
A. K. Hydrocarbon Processing, V. 73, No. 7, p. 39, ©1994. Gulf Pub- sent to all manufacturers offering the equipment.
lishing Co., Houston, Texas. All rights reserved.) Preparation of complete and appropriate specifications is
of paramount importance in obtaining the proper perfor-
mance rating as well as price considerations. Preliminary
design rating calculations are usually prepared as guides or
Table 12-1 outlines the compression limits for this type of checks. The final and firm performance information is
equipment. The value of the chart and table is to aid in obtained from the manufacturer of the specific equipment.
establishing the probable types of equipment suitable for an No standards of design exist among manufacturers; there-
operation. However, as in many other process situations, fore, the performance will vary according to the details of
equipment is designed to handle special cases that might the specific equipment. All performance will be close to the
not be indicated by the guide. Usually inlet cfm, tempera- requirement, but none may be exact. This is the point where
ture, and pressure, as well as the outlet conditions and knowledge of compressor types and details is important to