
Page 186 - APPLIED PROCESS DESIGN FOR CHEMICAL AND PETROCHEMICAL PLANTS, Volume 1, 3rd Edition
P. 186
Pumping of Liquids 161
Table 3-1 The centrifugal pump (Table 3-2) develops its pressure
General Types or Classification of Pumps by centrifugal force on the liquid passing through the
All types will not be treated in detail, but consideration of pump and is generally applicable to high capacity, low to
their particular features is important in many situations. medium head installations. In order to satisfy pump dis-
charge head (or pressure) requirements the unit may be
Centrifugal Rotary Reciprocating a multistage (multiple impellers) instead of a single stage
1. Centrifugal 1. Cam 1. Piston [28]. The conditions of pumping water vs. pumping hot
2. Propeller 2. Screw 2. Plunger light hydrocarbons require considerably different evalua-
3. Mixed Flow 3. Gear 3. Diaphragm tion in pump design features for satisfactory operation,
4. Peripheral 4. Vane safety and maintenance.
5. Turbine 5. Lobe
6. Radial Flow 6. Piston The inline centrifugal process pump, Figure 3-3, is rel-
7. Axial Flow 7. Flexible Rotor atively new to general applications; however, it is finding
many applications where space and installation costs are
important. Each application must be carefully evaluated,
as there are three basic types of pump construction to
consider. Generally, for many applications the dimensions
have been standardized through the American Voluntary
Standard, ANSI, or MI-610. The performance curves are
typical of single stage centrifugal pumps.
The turbine is a special type of centrifugal pump (Fig-
ure 3-14) and has limited special purpose applications.
Pump Design Standardization
Certain pump designs have been standardized to aid
manufacturer’s problems, and to allow the owners to take
advantage of standardization of parts and dimensions,
and consequently maintain a more useful inventory. The
standards are sponsored through the American National
Standards Institute; however, many manufacturers also
produce to the American Petroleum Institute and their
own proprietary standards. These are special pumps that
do not conform to all the standards, but are designed to
accomplish specific pumping services.
The primary pump types for the chemical industry for
horizontal and vertical inline applications have been stan-
I I I II I l l
lb 11 10 13 101 11 55 9 15 ldr dardized in ANSI E123, ANSI Std ## B73.1M for horizon-
tal end suction centrifugal pumps, and ANSI B73.2M for
vertical inline centrifugal pumps. The standards are in a
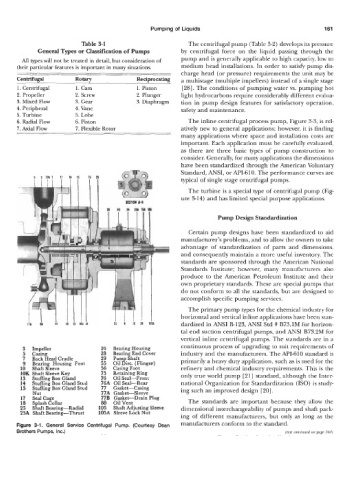
3 Impeller 26 Bearing Housing continuous process of upgrading to suit requirements of
5 Casing 28 Bearing End Cover industry and the manufacturers. The MI-610 standard is
7 Back Head Cradle 29 PumpShaft primarily a heavy duty application, such as is used for the
9 Bearing Housing Foot 55 Oil Disc. (Flinger)
10 Shaft Sleeve 56 CasingFoot refinery and chemical industry requirements. This is the
1OK Shaft Sleeve Key 75 Retaining Ring only true world pump [21] standard, although the Inter-
13 Stuffing Box Gland 76 Oil Seal-Front
14 Stuffing Box Gland Stud 76A Oil Seal-Rear national Organization for Standardization (ISO) is study-
15 Stuffing Box Gland Stud 77 Gasket-Casing ing such an improved design [20].
Nut 77A Gasketqleeve
17 SealCage 77B Gasket-Drain Plug
18 Splash Collar 80 OilVent The standards are important because they allow the
25 Shaft Bearing-Radial 105 Shaft Adjusting Sleeve dimensional interchangeability of pumps and shaft pack-
25A Shaft Bearing-Thrust 105A Sleeve Lock Nut
ing of different manufacturers, but only as long as the
Figure 3-1. General Service Centrifugal Pump. (Courtesy Dean manufacturers conform to the standard.
Brothers Pumps, Inc.) (text continued on page 164)